

فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
قبل از اینکه برنامه خود را اجرا کنیم، باید به دستگاه بگوییم که قطعه کار کجاست. داده ها و اطلاعات مورد نظر را می توان در کنترل های ماشین CNC تنظیم کرد یا توسط خط فرمان در برنامه ما با استفاده از آن تنظیم شود. با دستور G10 وقتی این موقعیت تنظیم شد، میتوانیم با استفاده از کدهای G54 به G59، دادههای خود را تغییر دهیم. در زیر نحوه عملکرد این کدها توضیح داده شده است.
G10 به شما این امکان را می دهد که افست ها را در برنامه تنظیم کنید. G10 جایگزین ورودی دستی آفست (یعنی طول و قطر ابزار و افست مختصات کار) می شود.
G10 آفست قابل برنامه ریزی
سیستم FANUC از برنامه هایی برای تغییر مختصات قطعه کار یا آفست ابزار استفاده می کند. روش رایج استفاده از متغیرهای کلان برای اصلاح است. امروز به شما نشان خواهیم داد که چگونه از برنامه ها برای تغییر مختصات قطعه کار و آفست ابزار استفاده کنید، که در واقع یک جی کد G10 است.
در دستگاه تراش cnc دو نوع تنظیم افست انجام می دهیم. تنظیم افست ابزار و تنظیم شیفت قطعه کار که با G10 می توانیم هر دو عملکرد را انجام دهیم.
G10 P... X... Y... Z
- P : تعیین و تنظیم افست قابل برنامه ریزی
- X : موقعیت مختصات
- Y : موقعیت مختصات
- Z : موقعیت مختصات
مثال:
G10 P1 X100.0 Y200.0 Z50.0
دستور G10 برای گفتن فاصله تا موقعیت مبنای قطعه کار از مبدا ماشین استفاده می شود.
کلمه “P” داده کاری که این موقعیت به آن اشاره دارد را تعریف می کند و در زیر فهرست شده است.
- P0 : سیستم مختصات فعال
- P1 : G54
- P2 : G55
- P3 : G56
- P4 : G57
- P5 : G58
- P6 : G59
برای اطلاعات بیشتر در مورد G54، G55 مقاله مهندس حرفه ای را ببینید.
موقعیت های X، Y و Z فاصله از مبدأ ماشین (نقطه صفر ماشین) تا مبدأ قطعه کار تعریف شده با کلمه “P” را نشان می دهد. این ما را قادر میسازد تا چندین داده را در برنامه تنظیم کنیم. یک استفاده معمولی برای این می تواند تنظیم عملیات کمکی به عنوان یک مبنا و یک عملیات دوم که از یک فیکسچر به عنوان یک مبنا جداگانه استفاده می کند. در ماشین تراش می توان از آن برای تنظیم مبنا برای سه نظام اصلی و سه نظام فرعی استفاده کرد.
آموزش CNC و برنامه نویسی دستگاههای تراش و فرز CNC را در اینجا مشاهده کنید.
G53 نقاط صفر ماشین
G53 X... Y... Z
- G53 : به ماشین دستور می دهد تا از مبدأ G53 موقعیت هایی را بگیرد
- X : موقعیت مختصات
- Y : موقعیت مختصات
- Z : موقعیت مختصات
دستور G53 مبدأ را به مبدأ ماشین تغییر می دهد. این موقعیت به ندرت تغییر می کند (به G92 زیر مراجعه کنید) و اغلب همان موقعیت تغییر ابزار است، اما نه همیشه.
یک استفاده معمولی می تواند ارسال اسپیندل به موقعیت اصلی باشد. خط G53 X0.0 Y0.0 Z0.0 دقیقا این کار را انجام خواهد داد.
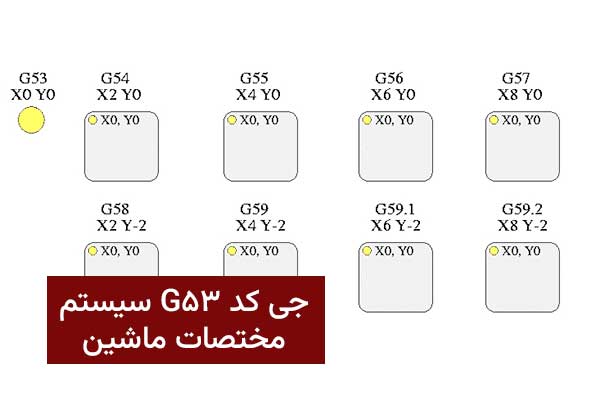
جی کد G53 سیستم مختصات ماشین
G54 آفست های قطعه کار (نقطه صفر قطعه کار)
G54، G55، G56، G57، G58 و G59
G54، G55، G56، G57، G58 و G59 جی کدهای نقطه صفر قطعه کار هستند. این سری از دستورات به کنترل CNC می گوید که ما از کدام داده استفاده می کنیم. هنگامی که دستگاه یکی از این کدها را خواند، از این موقعیت به کار خود ادامه می دهد تا زمانی که کد جدیدی فراخوانی شود.
اگر G10 را روی P1 تنظیم کنیم، ماشین از موقعیت تعیین شده توسط دستور G10 به عنوان موقعیت صفر استفاده شده توسط مبدأ G54 استفاده می کند. (P1 : G54). از خط برنامه ای که “G54” را بیان می کرد، همه ابعاد یک نقطه مبدا جدید خواهند داشت. این را می توان با استفاده از کنترل های دستگاه به جای استفاده از خط G10 تنظیم کرد. این ما را قادر میسازد اگر هر بار که قطعه تنظیم میشود، مبدأ تغییر میکند، موقعیت نقطه کار را با پراب بررسی کنیم. به عنوان مثال، اگر هر بار که دستگاه را راهاندازی میکند، یک قطعه را در دستگاه بارگذاری کنیم، مبنا در موقعیت متفاوتی قرار میگیرد همانطور که قطعه بعدی در موقعیت متفاوتی قرار میگیرد. (یا قطعه های مختلفی رو میزه فرز در مکان های مختلف بسته باشیم)
جی کد های G55، G56، G57، G58 و G59 همگی به عنوان موقعیت های نقطه صفر قطعه کار اضافی استفاده می شوند و به طور جداگانه تنظیم می شوند. اگر این داده ها کافی نیست، می توانیم با استفاده از G55.1، G55.2 و غیره این را بیشتر گسترش دهیم تا حتی برای پیچیده ترین قسمت ها گزینه های بیش از اندازه کافی در اختیار ما قرار دهد.

G54 آفست های قطعه کار (نقطه صفر قطعه کار)
G92 جابجایی نقطه صفر
این به ندرت استفاده می شود و به ندرت مورد نیاز یا توصیه می شود.
جی کد G92 یک کد خطرناک است. برای تعریف مجدد موقعیت مبنای دستگاه و دادن نقطه مبدا جدید در محیط سه بعدی داخل دستگاه استفاده می شود.
اگر این موقعیت در یک محیط صنعتی نیاز به تغییر داشته باشد، یک روش بسیار بهتر این است که تغییر شبکه را با استفاده از تنظیمات پارامتر انجام دهید و معمولاً توسط یک پرسنل تعمیر و نگهداری واجد شرایط یا توسط سازنده ماشین انجام می شود.
برخی از ماشینهای CNC آموزشی ممکن است دارای شیفتهای مبنا نباشند و صاحبان و اپراتورهای این ماشینهای رومیزی ممکن است نیاز به استفاده از G92 برای انتقال داده های خود داشته باشد. در صورت تغییر نقطه مبدا دستگاه و قطعه باید احتیاط مطلق را به کار برد درک نحوه کار این و نحوه بازنشانی آن به تنظیمات اولیه ضروری است.





