
بروزرسانیشده در آبان 3, 1401
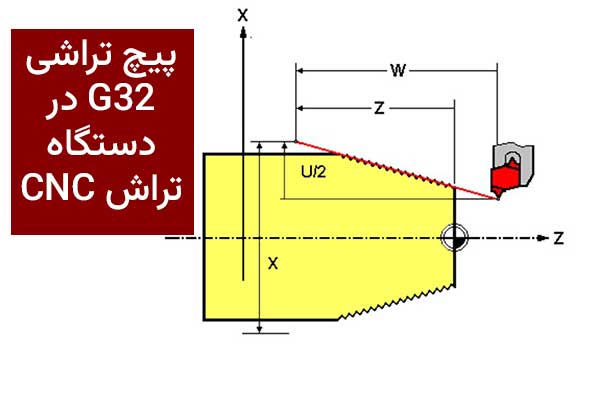
پیچ تراشی G32 : سیکل رزوه زنی یا پیچ تراشی به ما اجازه می دهد تا کنترل کامل بر روی هر نقطه از موقعیت یابی داشته باشیم، در واقع این کد مودال است که چرخش سه نظام را به سرعت پیشروی هماهنک می کند، بسیار شبیه به یک ماشین تراش دستی تبریز است. این به ما این توانایی را می دهد که در حین برنامه نویسی نقطه به نقطه، مسیر رزوه را برش دهیم.
جی کد G32 پیچ تراشی
G00 X8.0 Z5.0 X4.9 G32 Z-15.0 F0.8 G00 X8.0 Z5.0 X6.0 X4.8 G32 Z-15.0 F0.8 G00 X8.0 Z5.0 X6.0 X4.75 G32 Z-15.0 F0.8 ...
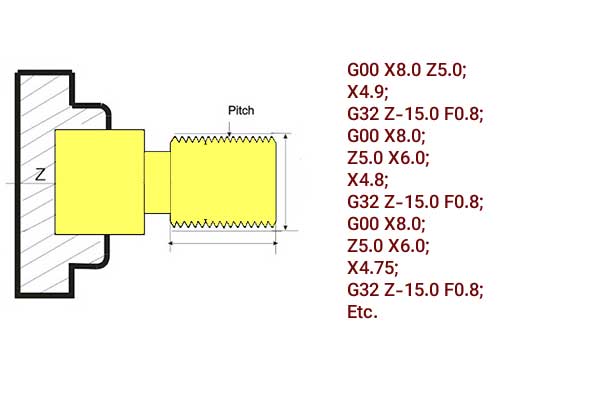
قبل از اینکه به برش رزوه ها و پیچ های مخروطی نگاه کنیم، بیایید نگاهی به نحوه عملکرد پیچ تراشی یک مرحله ای G32 بیندازیم. در اینجا بخشی از برنامه که از G32 G-Code استفاده می کند را مشاهده می کنید.
جی کد G32 پیچ تراشی
بیایید به هر بلوک از برنامه بالا نگاه کنیم تا ببینیم چه اتفاقی می افتد.
G00 X8.0 Z5.0
به سرعت به یک موقعیت شروع ایمن، با فرض اینکه مبنا در وجه جلویی قطعه باشد.
X4.9
هنوز در حالت سریع با G00 فعال، ما تا عمق اولین برش پایین می رویم و عمق 0.1 میلی متر را می گیریم.
G32 Z-15.0 F0.8
در اینجا، به دستگاه میگوییم که چرخشهای سه نظام را روی نرخ پیشروی قفل کند تا بتوانیم هر بار رزوه پیچ خود را در همان مکان برش دهیم. از این به بعد، هر بار که ما G32 را فراخوانی می کنیم، دستگاه یک نخ از پیچ را در همان مسیر قبلی برش می دهد. فاصله Z انتهای پیچ و F گام پیچ است. ما یک پیچ M5 با گام 0.8 میلی متر را می تراشیم.
G00 X8.0
پس از اولین پاس، نقاط برگشت را برنامه ریزی می کنیم. رسیدن به X8.0mm مقداری فاصله را برای زمانی که به ابتدای پیچ برمی گردیم به ما می دهد.
Z5.0 X6.0
اگر بخواهیم می توانیم در بیش از یک محور حرکت کنیم تا کارها را تسریع کنیم. حرکت به سمت راست 5 میلیمتر به ما برای ورود به رزوه داده میشود تا هرگونه واکنشی که ممکن است وجود داشته باشد را از بین ببریم.
4.8
اکنون ما آماده ایم تا برش بعدی را انجام دهیم، به داخل کار نفوذه کرده تا یک پاس عمقی 0.1 میلی متری دیگر را براده برداری کنیم. میتوانیم عمق هر پاس را کنترل کنیم و با نزدیکتر شدن به عمق نهایی، آن را کاهش دهیم.
G32 Z-15.0 F0.8
G32 ساپورت یا تارت و سه نظام ما را در همان مکان قبلی قفل می کند، بنابراین برش بعدی ما از بالای آخرین قسمت عبور می کند. سپس این کار را در حین پایین آمدن در X تا عمق نهایی پیچ تکرار می کنیم.
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
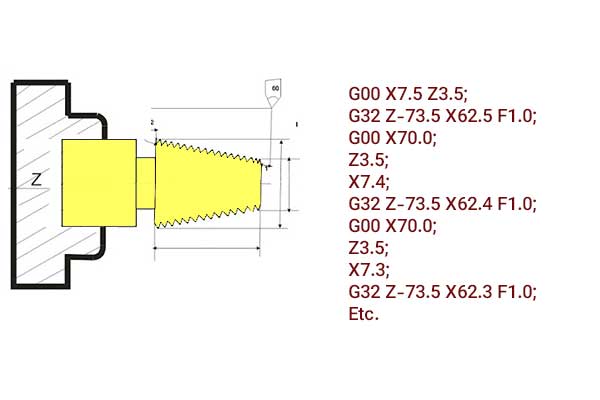
پیچ مخروطی و رزوه تراشی مخروطی G32
G00 X7.5 Z3.5 G32 Z-73.5 X62.5 F1.0 G00 X70.0 Z3.5 X7.4 G32 Z-73.5 X62.4 F1.0 G00 X70.0 Z3.5 X7.3 G32 Z-73.5 X62.3 F1.0 ...
استفاده از G32 برای تولید رزوه ی مخروطی، فرآیند مشابهی است. تفاوت ها در این است که ما باید موقعیت های شروع و پایان را محاسبه کنیم و یک بعد X در طول بلوک G32 بدهیم.
پیچ مخروطی و رزوه تراشی مخروطی G32
G00 X7.5 Z3.5
وقتی موقعیت شروع خود را محاسبه می کنیم، باید زاویه مخروطی را در نظر بگیریم. اینجاست که باید از محاسبات مثلثاتی استفاده شود.
G32 Z-73.5 X62.5 F1.0
وقتی به بلوک G32 می رسیم، دقیقاً یکسان است اما برای موقعیت انتهایی پیچ خود یک بعد X نیز می دهیم. ما 3.5 میلیمتر از نقطه پایانی عبور کردهام و موقعیت X را محاسبه کردهام تا زاویه درست مخروطی را حفظ کنیم.
برای مطالعه بیشتر سیکل پیچ تراشی و رزوه زنی در CNC مقاله ما را ببنید.





