فهرست مطالب:
بروزرسانیشده در دی 18, 1402
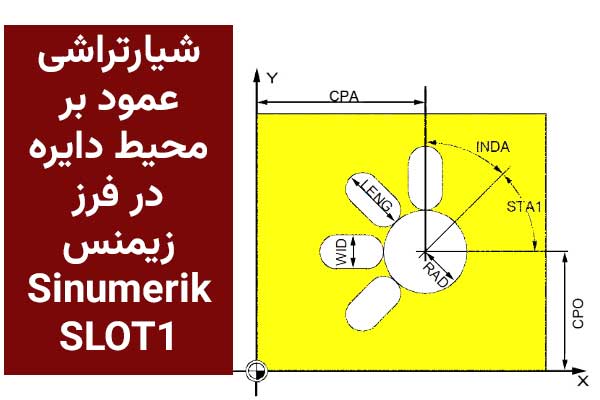
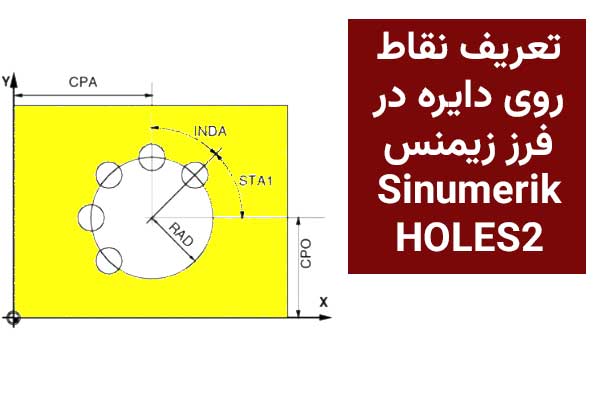
روش تعریف نقاط برای سوراخکاری روی مسیر دایره ای Sinumerik HOLES2: با سیکل یا سایکل HOLES2 در کنترلر Sinumerik ، یک در محیط یک دایره می توان مرکز نقاطی را که نیاز به ماشین کاری دارند را مشخص کرد.
فرمت برنامه نویسی HOLES2
HOLES2 (CPA، CPO، RAD، STA1، INDA، NUM)
پارامترهای نقاط در محیط دایره ای زیمنس
- CPA : نقطه مرکزی دایره، در محور X (مطلق)
- CPO : نقطه مرکزی دایره، در محور Y (مطلق)
- RAD : شعاع دایره (بدون علامت وارد کنید)
- STA1 : زاویه شروع (مقادیر: -180 تا 180 درجه)
- INDA : زاویه بین مرکز سوراخ ها
- NUM : تعداد سوراخ ها
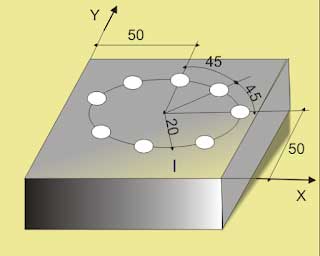
مثال: با دستور MCALL و سیکل سوراخکاری CYCLE 81
در این برنامه، از سیکل HOLES2 فقط برای بردن ابزار در موقعیت سوراخ ها استفاده شده است و از CYCLE 81 برای انجام یک عملیات سوراخکاری استفاده می شود. عمق سوراخ ها 30 میلی متر است.
برنامه نویسی فرز زیمنس Sinumerik HOLES2
PROENG.MPF N10 G90 G71 G94 F50 N20 T03 D01 M06 N30 S1000 M03 M08 N40 G17 G00 X45 Y45 Z50 N50 MCALL CYCLE 81 (10 , 0 , 5 , -30 , 0 ) N60 HOLES 2 ( 50 , 50 , 20 , 45 , 45 , 8 ) N70 MCALL N80 G00 X20 Y20 Z50 N90 M05 M09 M30
توضیحات :
PROENG.MPF: نام برنامه اصلی
N10: سیستم مختصات مطلق، متریک، سرعت پیشروی 50 میلیمتر در دقیقه
N20: دستور تغییر ابزار شماره 3
N30: اسپیندل در جهت عقربه های ساعت، سرعت 1000 دور در دقیقه، مایع خنک کننده روشن
N40: ماشینکاری در صفحه XY، حرکت سریع که به نقطه X 45، Y45 و Z50 (موقعیت گرفتن ابزار)
N50: سیکل به صورت مودال CYCLE 81 ( RTP= 10 , RFP= 0 , SDIS = 5 , DP= -30 , DPR = 0 )
N60: دستور HOLES2 (CPA = 50، CPO = 50، RAD = 20، STA1 = 45، INDA = 45، NUM = 8)
N70: لغو MCALL
N80: حرکت سریع ابزار به X20 ,.Y20 & Z50
N90: توقف اسپیندل، خنک کننده خاموش، پایان برنامه اصلی
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.