فهرست مطالب:
بروزرسانیشده در آبان 4, 1402
پیچ تراشی در CNC چییست؟ رزوه کاری (پیچ تراشی) فرآیند برش شیارهای مارپیچ بر روی قطعه کار برای ارائه یک روش اتصال موقت است و پیچ تراشی در CNC توانایی برش این رزوه ها را با دقت و صحت بالا فراهم می کند. این روش تلرانس مناسب و اتصال بهتر را تضمین می کند، و آن را برای کاربردهایی مانند پیچ های لید اسکرو، که در آن تلرانس مناسب رزوه ها از اهمیت بالایی برخوردار است، را ایده آل می کند.
پیچ تراشی در CNC چگونه انجام می شود؟
رزوه کاری CNC یا پیچ بری (پیچ تراشی) فرآیندی است که در آن از یک دستگاه CNC مانند تراش برای برش رزوه های داخلی یا خارجی روی سطح قطعه کار استوانه ای استفاده می شود. تراش های CNC از یک ابزار برش تک لبه با اینسرتی که با هندسه رزوه یا پیچ مطابقت دارد، استفاده می شود. برای پیچ تراشی از سیکل یا سایکل های پیچ تراشی و جی کد استفاده می شود.
این مقاله با بحث در مورد روشهای مختلف برش رزوهها و پیچ ها در تراش CNC، راهنمای دقیقی در مورد رزوه زنی در دستگاه تراش CNC ارائه میکند.
پیچ تراشی CNC چیست؟
عملیات پیچ تراشی روی دستگاه تراش
رزوه کاری یا پیچ تراشی CNC یک فرآیند خودکار برای برش رزوه های دقیق روی قطعات کار است.
به طور کلی، از تراش CNC برای انجام عملیات پیچ تراشی CNC استفاده می شود و ابزار برش تک لبه که برای این فرآیند استفاده می شود، هندسه ابزار خاصی برای برش نوع خاصی از رزوه یا پیچ دارد.
در نتیجه، ابزارهای برش تراش CNC با اینسرت های قابل تعویض ارجحیت دارند، زیرا قابلیت تغییر اینسرت را مطابق با عملیات رزوه کاری یا پیچ تراشی مورد نیاز فراهم می کنند. ابزارهای کاربید گام تراش، برای برش رزوه بر روی فلزات سخت مناسب هستند، در حالی که ابزارهای HSS برای فلزات نرم تر ترجیح داده می شوند.
رزوه کاری CNC شامل یک ماشین کنترل عددی کامپیوتری مانند ماشین تراش CNC است که توسط یک سیستم کامپیوتری بارگذاری شده با نرم افزار تراش CNC برای اجرای مورد نظر برنامه ریزی شده است.
استفاده از ابزار برش کنترل شده توسط کامپیوتر، دقت و بهره وری سیستم را افزایش می دهد و رزوه های با تلرانس خوب تولید می کند. از این فرآیند می توان برای پیچ تراشی رزوه های داخلی و خارجی استفاده کرد و پیشروی ابزار در هر دور قطعه کار، گام پیچ تراشیده شده را تعیین می کند.
دقت بالای رزوه کاری CNC آن را برای برش رزوه ها روی مکانیزم های انتقال مانند پیچ های لید اسکرو (پیچ انتقال قدرت) و بال اسکرو ایده آل می کند .
به غیر از تراش CNC، رزوه را نیز می تواند با فرز و قلاویز یا حدیده ایجاد کرد. در حالی که قلاویز با استفاده از یک ابزار است، شما می توانید با فرز و قلاویز و یا با فرز و اینسرت رزوه زنی مخصوص، رزوه را ایجاد کنید.
چگونه رزوه را روی تراش CNC برش دهیم؟
انجام عملیات رزوه زنی روی تراش CNC نیازمند کدهای خاصی است که ابزار برش را برای حذف مواد و ایجاد یک شیار مارپیچی با هندسه و گام دقیق هدایت می کند.
ماشین های CNC خیلی قدیم شامل نوشتن کدهای طولانی برای توصیف هر مرحله (هر پاس) از فرآیند رزوه زنی است که نیاز به محاسبات همه جانبه دارد و احتمال خطای انسانی را افزایش می دهد.
انجام عملیات رزوه کاری نیازمند برخی اطلاعات اولیه در مورد گامی است که قرار است تراشیده شود.
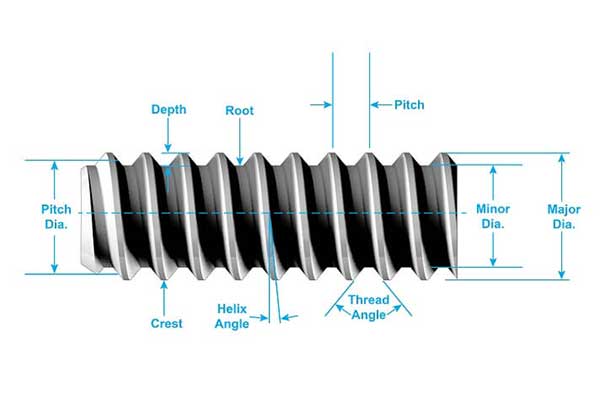
مشخصات و پارامترهای رزوه پیچ
- گام پیچ، فواصل بین دندههایی است که پشت سر هم روی محور پیچها قرار گرفته اند.
- قطر اسمی و یا قطر بزرگ پیچ است که در واقع از روی دنده ها محاسبه می شود و در پیچ و مهره ها نیز این قطر اسمی و بزرگ است که مورد استفاده قرار می گیرد.
- عمق رزوه، عمق شیارهایی است که برروی پیچ و یا درون مهره ایجاد شدهاند.
عمق پیچ را نیز می توان با معادله زیر محاسبه کرد:
قطر کوچک و یا قطر مینور در واقع قطر جان پیچ است که به اندازه دو برابر عمق دنده یعنی یک عمق دنده در دو طرف از آن کم شده باشد.
با استفاده از معادله زیر قابل محاسبه است:
به طور کلی، یک پیچ متریک با MN x P نشان داده می شود، که در آن M نشان دهنده واحدهای متریک، N قطر اسمی و P گام رزوه است.
پس از شناسایی الزامات عملیات پیچ تراشی، به طور کلی سه سیکل اصلی برای پیچ تراشی در CNC روی ماشین تراش استفاده می شود.
سایکل رزوه زنی G32
G32 یا رزوهکاری long-handle یک سیکل است که فرآیند رزوهکاری CNC را ساده میکند و در عین حال انعطافپذیری برای برش انواع مختلف رزوهها را فراهم میکند.
این سایکل از یک کد نسبتا طولانیتر از سایر سایکل (سیکل) تشکیل شده است و به طور کلی حداقل به 4 بلوک کد برای انجام یک برش رزوه نیاز دارد.
علاوه بر این، اصلاح یک برنامه پیچ تراشی با G32 تقریباً نیاز به برنامه ریزی مجدد کل کد دارد.
اما به دلیل انعطاف پذیری در ورودی و قابلیت کنترل عمق برش برای هر رزوه، این سایکل قابلیت برش رزوه های خاص مانند رزوه های چند راهه را فراهم می کند.
معمولی یک بلوک G-code برایسیکل رزوه تراشی G32 از خطوط کد زیر تشکیل شده است:
G32 X(U) Z(V) F(W) G00 X(A) Z(O)
- X(U) : در اینجا X(U) مختصات محور x برای رزوه زنی یا پیچ تراشی است و هنگام برش رزوه های استوانه ای مورد نیاز نیست (در مطالعه این خط دقت شود).
- Z(V) : مختصات محور Z است که طول رزوه ی پیچ را مشخص می کند
- F(W) : میزان پیشروی تنظیم شده برابر با گام پیچ را نشان می دهد.
- خط دوم کد، یعنی G00 X(A) ابزار را از قطعه کار قرار دور می کند و به دنبال آن Z(O) قرار می گیرد تا ابزار قبل از اجرای چرخه بعدی به موقعیت صفر برسد.
اجازه دهید نمونه ای از برش رشته های M40 x 2 را با اجرای سایکل رزوه کاری G32 در نظر بگیریم.
برای شروع اجرا، ابتدا باید محاسبات زیر را انجام دهیم:
عمق رزوه پیچ = 0.6134 x گام = 1.2 میلی متر
ارتفاع سر دنده = قطر اسمی – عمق رزوه پیچ = 38.7 میلی متر
قطر کوچک = قطر اسمی – (2 x عمق رزوه پیچ) = 37.6 میلی متر
بر اساس این محاسبات به این نتیجه می رسیم که عمق هر برش باید برابر با 0.65 میلی متر باشد، یعنی کاهش کل قطر برای هر برش 1.3 میلی متر خواهد بود.
از این رو،
- مختصات X برای اولین برش = 38.7 میلی متر (ارتفاع سر دنده)
- مختصات X برای برش دوم = 38.05 میلی متر
- مختصات X برای برش سوم = 37.4 (~عمق دنده)
O1021 N10 M06 T0202 N20 G50 S3000 N30 M03 G97 S1000 N40 M08 N50 G00 X40 Z7 N60 G32 X38.7 Z-50 F2 N70 X38.05 N80 X37.4 N90 G28 U0 W0 N100 M05 M09 M30
در این مثال، خط اول کد، یعنی 01021 شماره برنامه را نشان می دهد تا برنامه ماشینکاری شما را به طور منحصر به فرد شناسایی کند.
- N10، دستور تغییر ابزار برای انتخاب ابزار شماره 2 است.
- N20 حداکثر سرعت ابزار 3000 RPM را نشان می دهد.
- N30 چرخش اسپیندل در جهت عقربه های ساعت را با سرعت یکنواخت 1000 RPM آغاز می کند.
- N40 جریان مایع خنک کننده را روشن می کند.
- N50 انتقال سریع ابزار برش را به موقعیتی انجام می دهد که مختصات X و Z به ترتیب 40 و 7 هستند.
- N60 سایکل پیچ تراشی را آغاز می کند و اولین برش را با مختصات X در 38.7 و نرخ پیشروی برابر با گام پیچ انجام می دهد.
- N70 دومین برش رزوه را با مختصات X در 38.05 اجرا می کند.
- N80 سومین برش رزوه را با مختصات X در 37.4 انجام می دهد که تقریباً برابر با عمق دنده است.
- N90 ابزار برش را به موقعیت اصلی یا نقطه مبدا (0,0) می آورد.
- N100 اسپیندل را خاموش می کند، مایع خنک کننده را خاموش می کند و برنامه اصلی را خاموش می کند.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
سایکل رزوه زنی G76
G76 یکی از متداول ترین سایکل های رزوه کاری (سیکل پیچ زنی) در تراش های CNC است.
این شامل یک کد یک خطی یا دو خطی است که به طور خودکار برش را به طور مکرر تا زمانی که رزوه مورد نظر تولید شود اجرا می کند.
سایکل G76 را می توان برای برش رزوه های خارجی، داخلی و مخروطی استفاده کرد.
با این حال، انعطافپذیری برای برش رزوههای خاص را فراهم نمیکند و عموماً برای تراشکاری رزوههای تک راهه استفاده میشود.
یک کد سایکل معمولی G76 ساختار زیر را دارد:
G76 X... Z... I... K... D... A... Q... P... F
- مقدار X نشان دهنده هسته یا قطر کوچک پیچ است
- مقدار Z نشان دهنده طول پیچ است
- مقدار I مقدار زاویه مخروطی پیچ را نشان می دهد و فقط هنگام اجرای رزوه مخروطی مورد نیاز است.
- مقدار K نشان دهنده عمق رزوه است
- مقدار D نشان دهنده عمق برش در هر سیکل رزوه است
- مقدار A زاویه رزوه مورد استفاده را نشان می دهد
- مقدار Q یک تابع ویژه است که زاویه شروع رزوه را نشان می دهد و فقط برای رزوه های چند راهه مورد نیاز است.
- مقدار P روش تغذیه یا الگوی نفوذ برش رزوه پیچ را تعیین می کند
- مقدار F نرخ پیشروی است و همیشه باید برابر با گام پیچ یا راه یا نخ برای رزوه های چند راهه باشد.
به طور مشابه، یک کد G76 دو بلوکی که معمولاً در کنترلرهای قدیمی Fanuc استفاده می شود، ساختار زیر را دارد:
G76 P.. .. .. Q... R G76 X... Z... R... P... Q... F
اینجا، در خط اول کد:
- مقدار P شامل دادههای شش رقمی است که جفت اول تعداد پاسهای نهایی را نشان میدهد (99-01)
- جفت دوم داده تحت مقدار P نشان دهنده زاویه ای است که در آن عملیات رزوه قطع می شود. همچنین به عنوان پخ G76 شناخته می شود.
- آخرین جفت داده تحت مقدار P نشان دهنده زاویه پیچ است.
- به طور مشابه، Q نشان دهنده حداقل عمق برش است که باید در طول فرآیند حفظ شود، و R نشان دهنده مقدار بار پرداخت در پیچ است.
خط دوم کد:
- X نشان دهنده قطر کوچک یا قطر پای دندانه پیچ است.
- Z نشان دهنده طول پیچ یا رزوه است.
- R نشان دهنده مقدار مخروطی مورد نیاز در پیچ است.
- P نشان دهنده عمق پیچ است.
- Q نشان دهنده اولین برش یا ارتفاع سر دنده است.
- F نشاندهنده نرخ پیشروی است و همیشه باید برابر با گام پیچ باشد.
اجازه دهید همان مثال و سیکل رزوه زنی G76 را برای برش رشته های M40 x 2 در نظر بگیریم.
O1022 N10 M06 T0202 N20 G50 S3000 N30 M03 G97 S1000 N40 M08 N50 G00 X40 Z7 N60 G76 X37.6 Z-50 K1.2 D0.65 A60 P2 F2 N90 G28 U0 W0 N100 M05 M09 M30
در این کد فقط یک خط یعنی N60 کل فرآیند پیچ تراشی یا رزوه تراشی در CNC را با انجام چندین سیکل رزوه با عمق برش 0.65mm در هر سیکل تا رسیدن به عمق مورد نظر اجرا می کند.
این فرآیند برنامه ریزی CNC تراش را برای برش پیچ ساده می کند اما توانایی کنترل برش را در هر سیکل یا چرخه محدود می کند.
مواردی که باید برای پیچ تراشی CNC در نظر بگیرید
هنگام انجام عملیات رزوه کاری CNC، درک نیاز خود و انتخاب بهترین فرآیند رزوه کاری مناسب بسیار مهم است.
نوع پیچ و رزوه

رزوه ها بر روی یک پیچ
درک از انواع پیچ به شما کمک می کند تا سیکل یا سایکل مناسب را انتخاب کنید.
اگرچه سیکل G76 یکی از فشرده ترین و آسان ترین سایکل ها است، اما امکان برش رزوه های خاص را فراهم نمی کند.
بنابراین یک سایکل رزوهکاری G32 یا G33 برای چنین رزوههایی توصیه میشود زیرا کنترل بیشتری بر فرآیند رزوهکاری فراهم میکند.
نوع ابزار برش

ابزار برش پیچ تراشی تک لبه
نوع ابزار برش مورد استفاده نیز عامل تعیین کننده ای برای عملیات برش پیچ شما است.
عملیات رزوه کاری به طور کلی ترکیبی از برش و شکل دهی در نظر گرفته می شود.
ابزار برش روی قطعه کار حرکت می کند تا مواد را جدا کند و در عین حال شکل مورد نیاز رزوه ها را نیز تشکیل می دهد.
بنابراین، مهم است که ابزار رزوه زنی مناسب را برای برش دادن رزوه های خود انتخاب کنید.
علاوه بر این، انتخاب ابزار برش به نوع چرخه مورد استفاده نیز بستگی دارد.
برای مثال، سیکل رزوهای G76 فقط از زوایای درج A0، A29، A30، A55، A60 و A80 پشتیبانی میکند. از این رو نمی توان از آن برای ماشینکاری رزوه ها در هنگام استفاده از اینسرت برش ویژه استفاده کرد.
روش نفوذ در پیچ تراشی
هنگام برش رزوه ها در دستگاه CNC، حرکتی که ابزار هنگام فرو رفتن در قطعه کار برای بریدن قسمتی از رزوه دنبال می کند به عنوان نفوذ یا تغذیه شناخته می شود.
به طور کلی، سه نوع حرکت ورودی وجود دارد: نفوذ شعاعی، نفوذ جانبی اصلاح شده و نفوذ افزایشی.
1. نفوذ شعاعی

تغذیه شعاعی در پیچ تراشی CNC
در این نوع تغذیه، لبه برش به صورت شعاعی در قطعه کار فرو می رود.
این بدان معنی است که لبه برش با زاویه 0 درجه وارد سطح قطعه کار می شود و به تدریج به حرکت خود ادامه می دهد تا به عمق مورد نظر برسد.
اگرچه این ساده ترین روش تغذیه برای اجرا است، اما نیروی برش مورد نیاز برای حذف مواد را افزایش می دهد و سایش ابزار را افزایش می دهد.
جدای از آن، رزوه های تولید شده توسط این تکنیک دارای حداقل زاویه مارپیچ هستند که باعث می شود در حین چفت شدن درگیر شوند.
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
2. نفوذ جانبی اصلاح شده
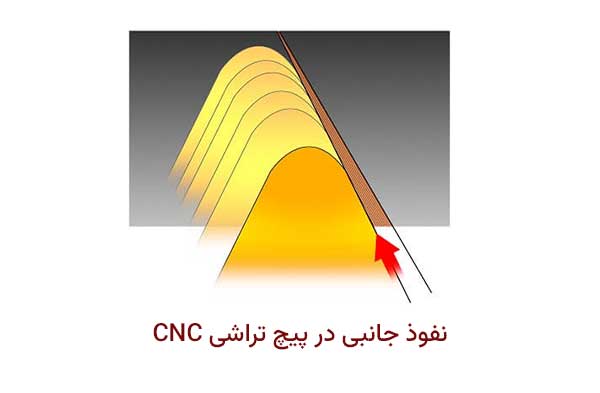
نفوذ جانبی اصلاح شده در پیچ تراشی CNC
تغذیه جانبی اصلاح شده شامل قرار دادن ابزار برش در قطعه کار با زاویه است.
این امر باعث سرعت بخشیدن به نیروی برش در تمام کناره ابزار برش می شود و در نتیجه تمرکز تنش را از بین می برد و عمر ابزار را افزایش می دهد.
جدای از آن، تغذیه جانبی اصلاح شده تشکیل تراشه را بهبود می بخشد و تولید گرما را در طول فرآیند برش به حداقل می رساند.
بنابراین، تغذیه یا نفوذ کناری اصلاح شده یکی از متداول ترین تکنیک های برش برای عملیات رزوه کاری CNC است.
3. نفوذ افزایشی
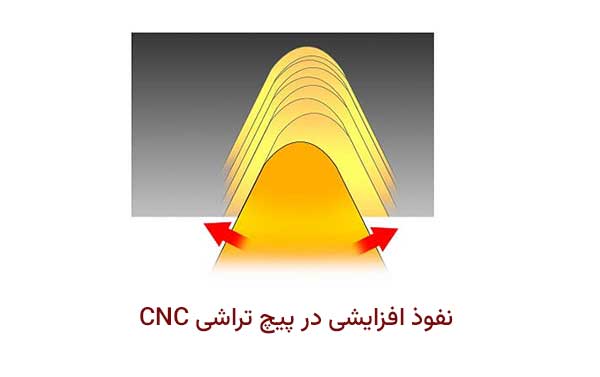
نفود افزایشی در پیچ تراشی CNC
تغذیه یا نفوذ افزایشی شامل حرکت نوسانی ابزار برش از یک طرف به سمت دیگر است.
در این تکنیک، ابزار برش برای بریدن رزوه مورد نیاز در حالی که ابزار برش را در زاویه مورد نظر تغذیه می کند، به سرعت به این سو و آن سو حرکت می کند.
در نتیجه، این فرآیند لرزش ابزار برش را افزایش می دهد و منجر به چتر در امتداد سطح رزوه شده می شود.
با این حال، این روش مناسب ترین روش تغذیه برای برش پیچ های با گام بزرگ است.
نتیجه گیری نهایی
پبچ تراشی CNC امکان تولید رزوه های دقیق با تلرانس مورد نیاز را فراهم می کند که منجر به تناسب کامل در هنگام بستن می شود.
اگرچه ابزارهای مختلف CNC برای برش رزوه ها وجود دارد، تراش های CNC متداول ترین دستگاه برای عملیات رزوه کاری هستند.
با این حال، شما همچنین می توانید عملیات رزوه کاری CNC را با قلاویز و فرزکاری انجام دهید.
بسته به نیاز خود، میتوانید از سایکل های مختلف رزوهکاری مانند G32، G76، G92 و غیره برای برش رزوههایی با مشخصات مورد نظر استفاده کنید.
سوالات متداول
بله، رزوه CNC را می توان برای تولید تقریباً هر نوع رزوه ای استفاده کرد، به شرطی که از سیکل رزوه کاری مناسب با پارامترهای مورد نیاز استفاده کنید.