بروزرسانیشده در آبان 1, 1402
زیربرنامه ها یک برنامه CNC جداگانه هستند که برای اجرا از داخل یک برنامه دیگر انتخاب می شوند. زیربرنامه ها را می توان از برنامه اصلی CNC یا از داخل برنامه فرعی دیگر اجرا کرد (فرخوانی کرد). از آنها برای انجام عملیات ماشینکاری یا توالی های مکرر مانند سوراخکاری یا براده برداری در عمق های مختلف برای یک کانتور یا پاکت استفاده می شود.
ماشین های CNC خطوط کد را در یک برنامه به ترتیب اجرا می کنند. استفاده از زیربرنامه ها به برنامه نویس اجازه می دهد تا به بخش های مختلف برنامه فعلی بپرد یا برنامه دیگری را اجرا کند و به برنامه فعلی بازگردد.
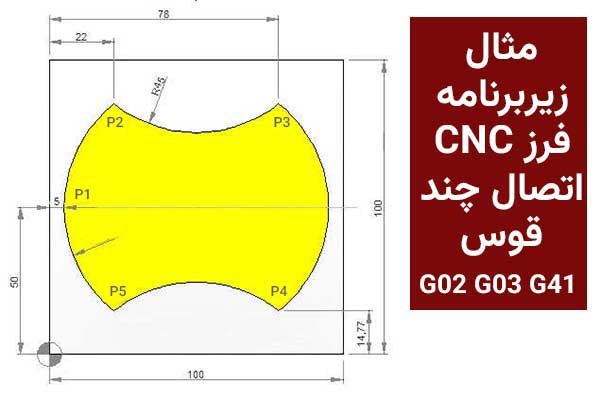
مثال برنامه فرز CNC برای توصیف نحوه اتصال دو یا چند شعاع به یکدیگر در یک برنامه فرز cnc با زیربرنامه.
برنامه اصلی
N10 T1 H1 M6 G43 M3 N20 F150 S250 N30 G0 X-21 Y50 Z0.5 N40 G0 Z0 N50 M98 P040050 N60 G49 N70 G0 Z50 N80 M30
زیربرنامه که شماره آن O0050 است در داخل برنامه اصلی با 4 بار تکرار فراخوانی شده است.
O0050 N10 F160 S400 N20 G1 Z-2.5 G91 N30 G1 G90 X5 Y50 G41 (P1) N40 G2 X22 Y85.23 I45 J0 (P2) N50 G3 X78 Y85.23 R45 (P3) N60 G2 X78 Y14.77 R45 (P4) N70 G3 X22 Y14.77 R45 (P5) N80 G2 X5 Y50 R45 (P1) N90 G0 G40 X-21 N100 M99
توضیح جی کدهای G ، M ، S ،T
G00 : حرکت سریع
G01 : حرکت خطی
G02 : درون یابی دایره ای CW
G03 : درون یابی دایره ای CCW
G40 : جبران شعاع ابزار لغو شد
G41 : جبران شعاع ابزار سمت چپ
G43 : جبران طول ابزار در جهت +
G49 : جبران طول ابزار لغو شد
G90 : فرمان مطلق
G91 : دستور افزایشی
M03 : شروع اسپیندل CW
M06 : تغییر ابزار
M30 : پایان برنامه
M98 : فراخوانی زیربرنامه
M99 : پایان زیربرنامه
T : ابزار
S : سرعت
F : مقدار پیشروی
برای کسب اطلاعات بیشتر در مورد زیربرنامه در CNC، دوره برنامه نویسی سی ان سی ما رو ببنید.