بروزرسانیشده در دی 6, 1402
جی کد G75 برای پخ زدن لبه تیز در کنترلر Okuma استفاده می شود.
- G75 فقط در حالت G01 کار میکند.
- G75 غیر مودال است و فقط در بلوک فرمان فعال است.
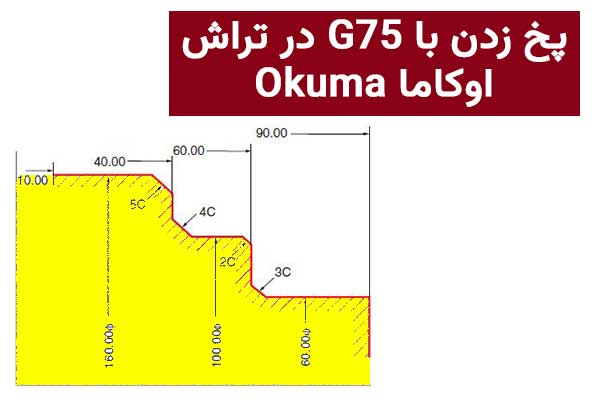
پخ زدن با G75 در Okuma
G75 X... Z... L
پارامترها:
- X ، Z : مختصات نقطه تقاطع
- L : اندازه پخ. علامت با جهت حرکت محور تعیین می شود. “+” هنگامی که محور Z (محور X) پس از حرکت محور X (محور Z) در جهت مثبت حرکت می کند. “-” هنگامی که محور Z (محور X) پس از حرکت محور X (محور Z) در جهت منفی حرکت می کند.
مثال برنامه پخ در اوکاما
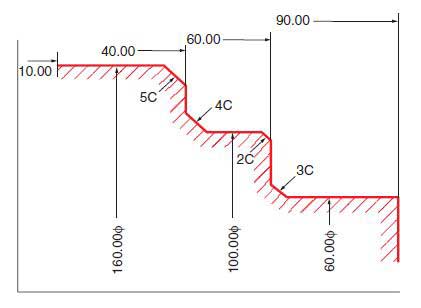
پخ در اوکاما
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
پخ زدن اتوماتیک با هر زاویه
اگر در لبه هایی که زاویه ای غیر از 90 درجه دارند نیاز به پخ زدن باشد، می توان از عملکرد پخ خودکار برای برنامه ریزی آسان پخ استفاده کرد.
نمونه برنامه پخ زدن اتوماتیک با هر زاویه در تراش اوکاما Okuma
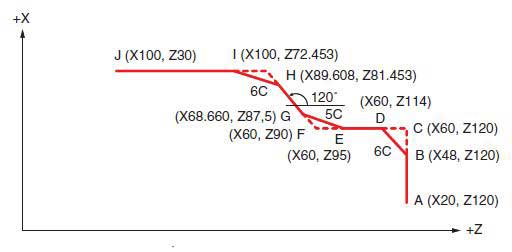
نمونه برنامه پخ زدن اتوماتیک با هر زاویه در تراش اوکاما Okuma
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
مطالب مرتبط

بهمن 8, 1399

آذر 24, 1399
آبان 12, 1398
شهریور 11, 1398