

فهرست مطالب:
بروزرسانیشده در مهر 6, 1402
خمکاری لوله
در ساخت سازه های سبک استفاده از مقاطع توخالی مانند لوله بسیار متداول است. سازه ها یا محصولاتی مانند میز و صندلی، دوچرخه و نظایر آن معمولاً توسط اتصال لوله ها به یکدیگر ساخته می شود. تولید این محصولات به ویژه زمانی که با شکل های پیچیده و یا طرحهای زیبا همراه شود، نیازمند ایجاد خم در اجزاء لوله های آن می باشد
لوله کاربردهای مختلفی در صنعت دارد، به عنوان مثال انتقال نفت و گاز در صنایع پتروشیمی، اما آیا میتوان بدون در نظر گرفتن یک سری شرایط و الزامات از این لوله ها برای هر صنعت یا کاربردی استفاده کرد؟ برای انتخاب لوله مناسب برای یک کاربرد مشخص، طراحی و ساخت یک سازه لوله ای، یک سری استانداردهایی وجود دارد که باید از آنها برای اهدافی که بیان شد، استفاده کرد.
در انتهای متن می تونید نرم افزار محاسبه خمکاری لوله CNC (نرم افزار خمکن CNC) را به صورت آنلاین تهیه کنید.
مشخصه های لوله
به نظر شما برای تولید یک مصنوع، علاوه بر جنس و نوع لوله، به چه اطلاعات دیگری نیاز داریم؟
لوله ها بر اساس معیارهای متفاوتی مانند قطر داخلی، قطر خارجی، ضخامت و طول تعریف میشوند. در شکل زیر مشخصه های لوله آمده است و در جدول زیر مفهوم و مشخصه های آنها را ملاحظه میکنید.
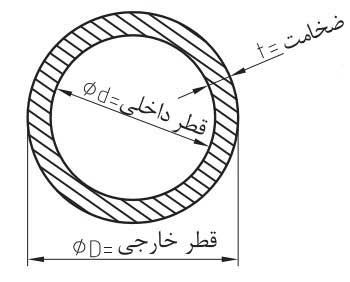
نمای لوله از روبرو
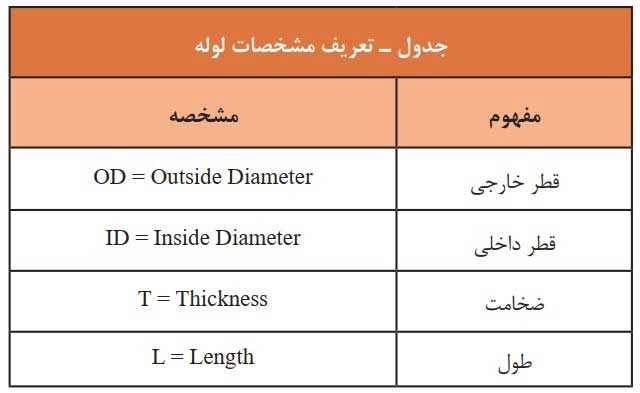
تعریف مشخصات لوله
شکل زیر نمایی از سطح مقطع یک لوله را نشان میدهد.
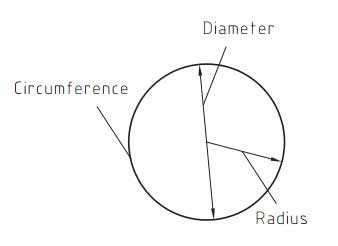
نمایی از سطح مقطع لوله
همان طور که در شکل مشاهده میکنید یک لوله دارای شعاع، قطر و محیط میباشد.
- محیط (circumference): دور تا دور هر شکل را محیط آن مینامیم.
- شعاع (radius): خط مستقیمی که مرکز دایره را به محیط وصل میکند.
- قطر (diameter): خط مستقیمی که با عبور از مرکز دایره یک چهت از محیط را به جهت دیگر منتقل میکند و دو برابر شعاع میباشد.
توجه داشته باشید که در محاسبات خمکاری لوله های فولادی، شعاع خم همیشه بر اساس محور طولی لوله منظور می شود.
نقشه خوانی و پیاده کردن نقشه روی لوله
برای ساخت یک مصنوع، نیاز به یک سری اطلاعات داریم، که از روی نقشه میتوان آنها را بدست آورد. به عنوان مثال برای خمکاری لوله جهت ساخت یک وسیله ورزشی، اطلاعات مورد نیاز برای تعیین طول اولیه لوله، پارامترهای خم کاری در نقشه آمده است و می توانید اطلاعات مورد نیاز را از آن استخراج کنید.
ندازه گیری و اندازه گذاری در خم کاری
اندازه گیری و علامتگذاری صحیح دو عامل بسیار مهم در خمکاری دقیق لوله به حساب می آید. عدم دقت در اجرای هر کدام از این موارد باعث بروز مشکل انطباق نهایی لوله و ساخت مصنوع فلزی میشود. تصویر زیر را نگاه کنید، دلیل عدم انطباق لوله در نقطه D را چه میدانید؟
معمولا دستگاه های خمکاری از یک جهت عملیات خم را انجام می دهند، به همین دلیل مشخص نمودن یک خط مرجع از ابتدای کار خصوصاً در مواردی که باید چندین خم و در جهات مختلف انجام شود بسیار مفید است.
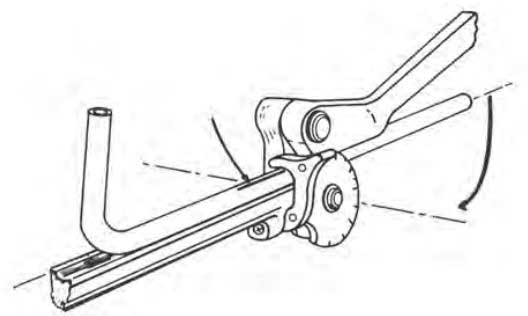
مشخص کردن خط مرجع
یک علامت طولی روی لوله مشخص میکنیم، سپس لوله را به صورتی در دستگاه خمکاری قرار می دهیم که آن علامت رو به بالا و خلاف جهت زاویه خم قرار گیرد.
این علامت علاوه بر امکان کنترل دقیق جهت خم، پس از خمکاری برای ادامه صحیح عملیات خمکاری در جهات مختلف بسیار مفید می باشد.
نحوه قرار دادن لوله در دستگاه جهت خمکاری
پس از اندازه گذاری لوله مطابق توضیحات ارائه شده، لوله را به صورتی در دستگاه قرار میدهیم که علامت مورد نظر با زاویه مشخص شده روی دستگاه مماس با هم باشند.
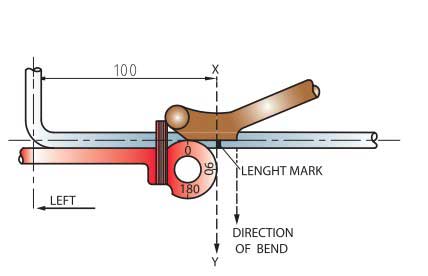
نحوه قرار دادن لوله در دستگاه جهت خمکاری
به طور معمول لوله ها پس از اعمال نیروی خم، کمی حالت فنری یا برگشت پذیری از خود نشان می دهند، که میزان این برگشت پذیری بر اساس جنس لوله متغیر است.
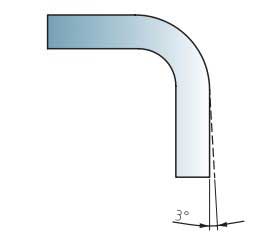
حالت فنری یا برگشت پذیری در خمکاری لوله
میزان افزایش طول حین خمکاری (محاسبات خمکاری لوله)
محاسبات طول کلی لوله در خمکاری، به نوع خم بستگی دارد. اگر از خم تیز استفاده کنیم (فاق بری)، طول نهایی برابر با طول اولیه خواهد بود.
میزان افزایش طول حین خمکاری
اگر از خم قوسی (خم با شعاع زیاد) استفاده شود، طول لوله پس از خمکاری ممکن است با طول اولیه آن برابر نباشد، بنابراین محاسبه میزان این تغییرات قبل از برشکاری بسیار مهم است.
خم با شعاع زیاد
بخش خارجی لوله پس از خمکاری کشیده شده و باعث افزایش طول لوله می شود، که این افزایش طول از محور تار خنثی قابل محاسبه می باشد. محل قرار گیری تار خنثی بستگی به شعاع خم و قطر لوله دارد که برای محاسبه آن از فرمول های زیر استفاده می شود :
الف – اگر شعاع خم بیشتر از 5 برابر ضخامت قطعه باشد، تار خنثی در وسط قطعه قرار می گیرد و توسط فرمول زیر قابل محاسبه است:
RB> 5 × SRN= RB+ S/2
RN = شعاع تار خنثی
RB= شعاع خم
S = قطر لوله
ب- اگر شعاع خم کمتر از 5برابر ضخامت قطعه باشد، تار خنثی به سمت دیواره داخلی خم جابه جا میشود
و توسط فرمول زیر قابل محاسبه است:
RB< 5 × SRN= RB+ S/3
با توجه به اندازه تار خنثی، برای محاسبه طول خم از فرمول زیر استفاده میکنیم:
LB=RN π α/180
LB = طول خم
RN = شعاع تار خنثی
α=زاویه خم
محاسبه طول خم کاربردهای متفاوتی دارد مانند: بدست آوردن طول لوله برای برشکاری یا نحوه اندازه گذاری لوله برای خمکاری.
تار خنثی (طول گسترده) چیست؟
وقتی لوله ای خم می شود، لایه ی بیرونی قطعه کشیده شده و طول آن افزایش مییابد، هم چنین لایه ی درونی آن فشرده میشود و طول آن کاهش مییابد بین لایه ی بیرونی و درونی قطعه، لایه ای وجود دارد که نه کشیده میشود و نه فشرده میشود، یعنی طول قطعه بدون تغییر باقی میماند، این طول را لایه ی خنثی مینامند.
محاسبات خمکاری لوله
برای محاسبه ی طول لوله از رابطه ی زیر استفاده میکنیم:
L = πdα / 360
که در آن:
d : قطر لوله،
α : زاویه ای باید لوله خم شود
و L : طول لوله ی خم شده میباشد.
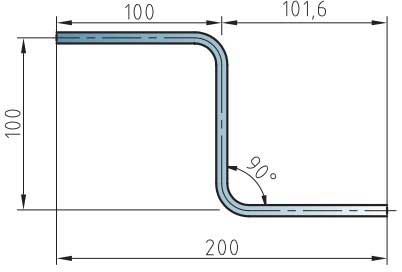
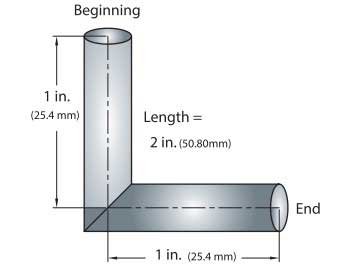
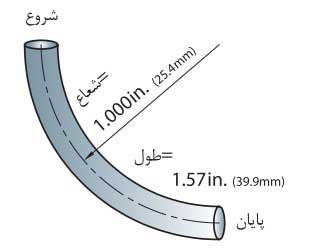
طول لوله مورد نیاز برای ساختن شکل زیر را بدست آورید.
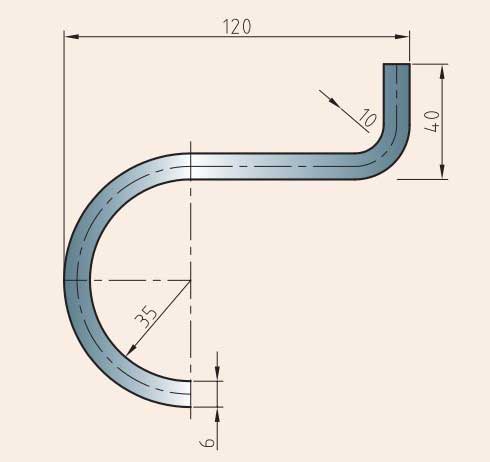
نمونه خم شده
برای محاسبه طول کلی لوله، ابتدا لوله را مانند شکل زیر به 4 بخش تقسیم میکنیم، سپس هر طول هر بخش را جداگانه محاسبه کرده و در آخر همه را با هم جمع میکنیم.
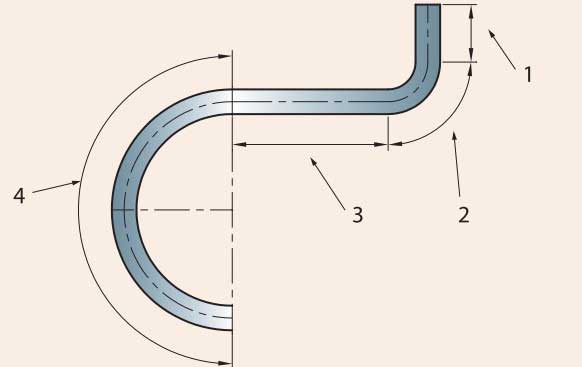
تقسیم بندی نمونه خم شده به 4 قسمت
محاسبه بخش اول:
L1= 40 - S - RB1L1= 40 - 60 - 10L1= 24 mm
محاسبه بخش دوم:
L2= 12 / 2 × 3.14RN1= RB1 + S / 3L2= 18.84 mm , RN1= 10 + 2 = 12 mm
محاسبه بخش سوم:
L3= 120 - 2S - RB1- RB2L3= 120 - 12 - 10 - 35 = 63 mm
محاسبه بخش چهارم:
RN2= RB2 + S/2RN2= 35 + 3RN2= 38 mmL4= RN2 × πL4= 38 × 3.14 = 119.32 mm
محاسبه کل طول مورد نیاز:
Lt= L1+ L2+ L3+ L4Lt = 24 + 18 .84 + 63 + 119.32 = 225.16 mm
روش های خمکاری
تکنیک های متفاوتی در خم کاری لوله وجود دارد که هر کدام از آنها بر اساس کاربرد خم و نوع مواد، مزیت و معایب متفاوتی دارند. معمول ترین و مهمترین تکنیک های خمکاری که از نیروی مکانیکی استفاده میکنند، عبارتند از:
- خمکاری پرسی
- خمکاری فشاری
- خمکاری کششی
- خمکاری نوردی
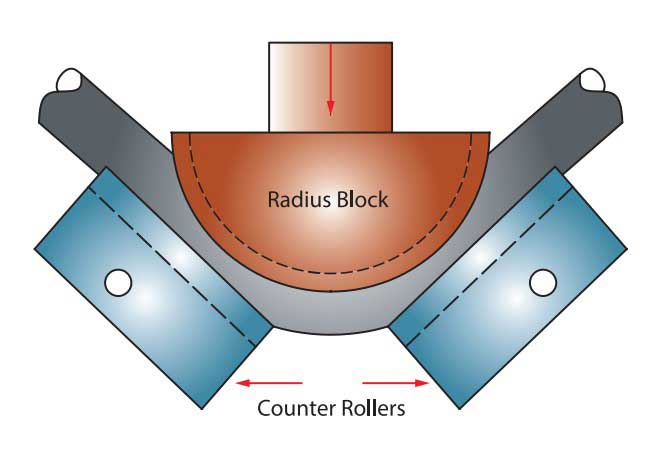
خمکاری پرسی (Pressing Bending)
در بسیاری از موارد که شعاع خمکاری و تغییر سطح مقطع لوله از اهمیت خاصی برخوردار نیست از این روش برای خمکاری لوله استفاده می شود. بعنوان مثال می توان از بکارگیری این روش در سیستم لوله کشی شوفاژ منازل مسکونی و نیز برخی از مبلمان فلزی خانگی و اداری استفاده کرد. در این روش لوله بر روی دو غلطک (تکیه گاه،) و قالب در وسط این دو غلطک قرار می گیرد.
نیروی لازم توسط یک جک هیدرولیکی تامین می شود. دستگاههای خمکاری پرسی بعضاً به شکلی طراحی شده اند، که قادر هستند خمکاری لوله را بصورت گروهی انجام دهند
دستگاه خمکن پرسی
خمکاری فشاری (Compression Bending)
در خمکاری فشاری همانطور که در شکل دیده میشود، قالب ثابت بوده و کفشک لغزا ن در حین دوران به دور قالب، لوله را به درون قالب میفشارد. در این روش گیره لوله را در محل خاتمه خم به قالب ثابت کرده و از حرکت لوله جلوگیری میکند. بعنوان مثال خمکن های دستی که برای خمکاری لوله های مسی با قطر( 16>D mm ) استفاده میشود، جزء این روش خمکاری میباشد.
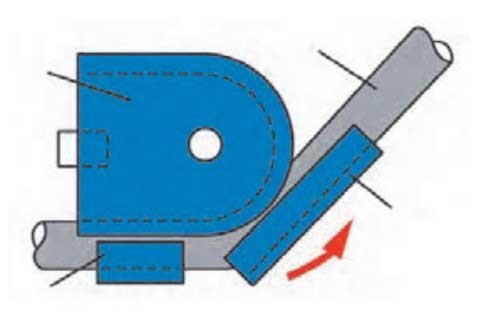
دستگاه خمکن فشاری
خمکاری کششی چرخشی (Rotary Draw Bending)
درخمکاری کششی، قالب دوران می کند. در این روش، در ابتدا لوله در محل شروع خم توسط گیره به قالب فشرده و محکم گرفته می شود. سپس هر دو با هم شروع به دوران کرده و نتیجتاً لوله به درون قالب کشیده می شود. جهت جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن قالب فشاری به لوله فشرده شده و در اثر اصطکاک، به همراه لوله به جلو کشیده می شود و همواره در نقطه شروع خم در مقابل قالب قرار می گیرد و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری می گردد. به همین دلیل طول آن بایستی حداقل برابر طول خم باشد.
خمکاری کششی چرخشی
در این روش برای خمکاری لوله های با ضخامت کم از مندریل که در درون لوله قرار می گیرد، می توان استفاده کرد. مندریل موجب کنترل ابعاد هندسی و مانع از بیضی شدن لوله می شود. به عبارت دیگر با استفاده از مندریل و قالب از تغییر شکل لوله به ترتیب از طرف داخل و بیرون در حین عملیات خمکاری جلوگیری می کند. روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی، جهت ارائه یک خم با کیفیت، بسیار مناسبتر می باشد و از این رو در بسیاری از کارخانجات تجهیزات سازی از آن استفاده می شود.
خمکاری سه غلتکی (3Roll Bending)
این روش برای خمکاری لوله و سایر مقاطع با شعاع خم های بزرگ بکار گرفته می شود. در این روش لوله و یا پروفیل از میان سه غلطک عبور داده می شود. با توجه به اینکه از نظر هندسی از سه نقطه فقط یک دایره عبور می کند، لوله در حین عبور لوله از میان سه غلطک دایره شکل با قطر مشخص را به خود میگیرد.
همانطور که در شکل زیر نشان داده شده است، از سه غلطکی که در بالا به آن اشاره شده، دو غلطکی که در طرفین قرار گرفته اند بدون تغییر مکان جانبی و ثابت بوده و صرفاً حرکت دورانی دارند.
نیروی محرک برای به حرکت در آوردن لوله توسط غلطک میانی که غلطک محرک نامیده می شود، به لوله یا پروفیل اعمال می گردد. همچنین این غلطک با داشتن یک درجه آزادی و امکان حرکت در امتداد عمود بر لوله، نورد لوله و یا پروفیل با شعاع های مختلف را ممکن می سازد.
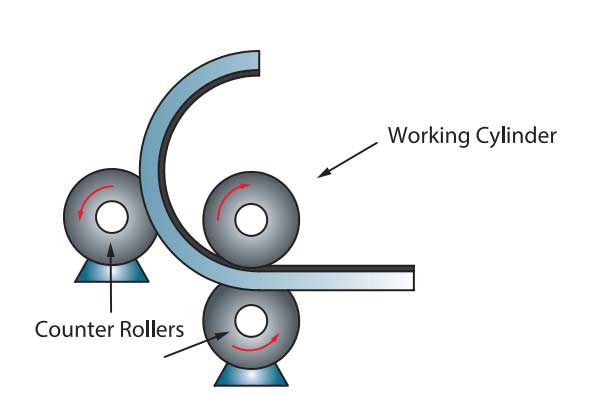
خمکاری سه غلتکی
انواع دستگاه خمکن لوله
در قسمت قبل با تکنیک های خمکاری آشنا شدهاید، در این قسمت انواع خمکن لوله معرفی میشود. آیا تفاوت بین تکنیکهای خمکاری و دستگاه های خمکن وجود دارد؟
به طور کلی دستگاه های خمکن به صورت زیر دسته بندی میشوند:
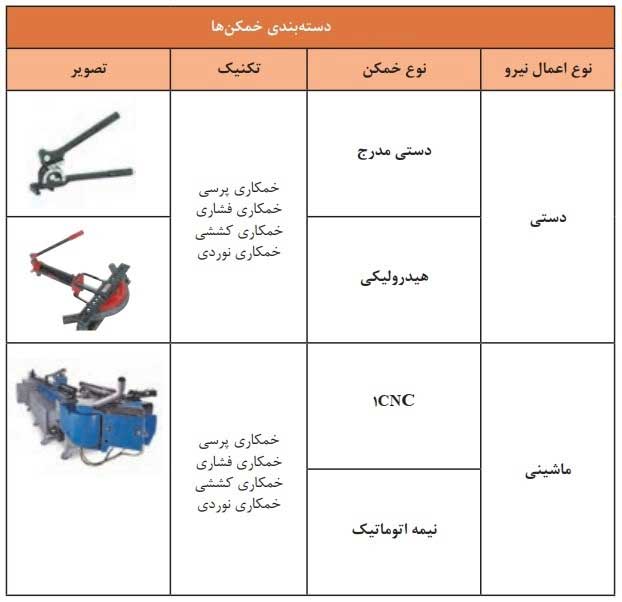
دسته بندی خمکن ها
خمکن دستی مدرج
خمکن دستی مدرج، برای لوله با قطر پایین به کار می رود، و میتوان با نیروی دست، خمکاری کرد. یکی از ویژگیهای این فرآیند قابلیت اتصال به گیره میباشد. این ویژگی در هنگام خمکاری لوله با ضخامت بزرگتر و طول زیاد بسیار مفید است، به طوری که از تاب برداشتن لوله با طول زیاد جلوگیری میکند. از دیگر ویژگیهای این خمکن، خمکاری به صورت افست میباشد.

خمکن دستی
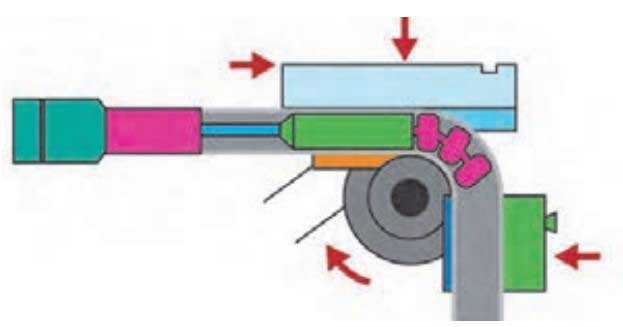
خمکن هیدرولیکی
در مقیاس تولید کارگاهی، خمکن هیدرولیکی جزء پرکاربردترین خمکن ها می باشد. در این دستگاه با استفاده از فشار روغن داخل سیلندر پیستون رو به جلو حرکت می کند و این حرکت باعث اعمال نیرو به سمبه دستگاه می شود. همچنین لوله که در نگهدارنده (ماتریس) ثابت شده است تغییر شکل یافته و خم می شود.
میزان نیروی اعمالی به سمبه و خم شدن مقدار خمیدگی لوله به میزان حرکت پیستون هیدرولیکی دارد. به طور کلی روش کار با خمکن هیدرولیکی نسبت به سایر روشهای خمکاری لوله نسبتاً ساده می باشد.
نکته: در حین استفاده از این روش بهتر است که سیلندر هیدرولیکی تا حد ممکن به ماتریس نزدیک باشد، در این صورت بیشترین خم با کمترین انحراف ایجاد می شود.

خمکن هیدرولیکی
روش کار با خمکن هیدرولیکی
پمپ هیدرولیک شامل پیستون، دسته پیستون و روغن میباشد، با استفاده از حرکت دادن پیوسته اهرمی که به پمپ هیدرولیک متصل است، به بالا و پایین، فشار روغن وارد سیلندر هیدرولیک میشود. در انتقال دسته پیستون سمبه قرار دارد. فشار روغن باعث حرکت روبه جلوی دسته پیستون و سمبه میشود، در نتیجه لوله ای که بین سمبه و ماتریس قرار گرفته اند خم میشود. با تعویض قالب و ماتریس در دستگاه خمکن هیدرولیک میتوانیم شکلهای خم مختلف مانندV یا L ایجاد کنیم در نتیجه شکل نهایی خم بستگی به شکل و نوع قالب دارد.
تاثیرات فرآیند خمکاری بر لوله
جدول زیر تاثیر فرایند خم کاری را بر روی خواص مواد نشان میدهد:

چین و چروک در قسمت داخلی خم
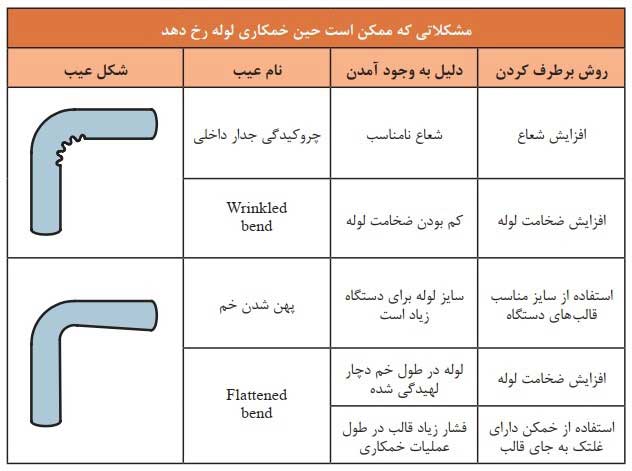
مشکلات حین خمکاری لوله
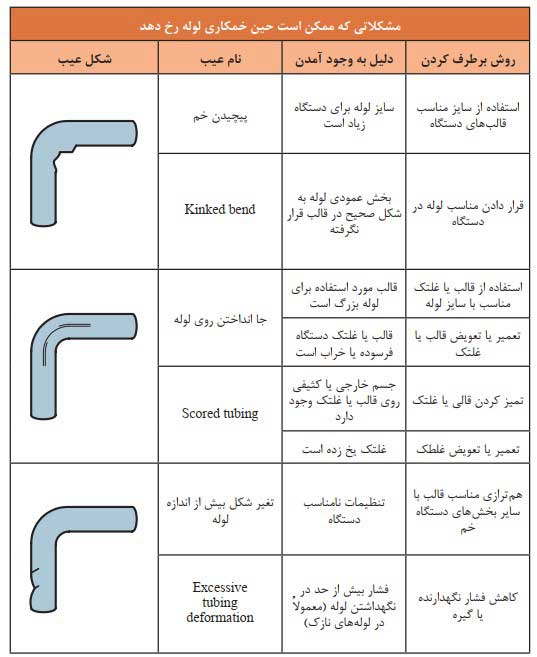
مشکلات حین خمکاری لوله
نرم افزار محاسبه خمکاری لوله CNC (نرم افزار خمکن CNC) شبیه ساز سه بعدی دستگاه خم کن CNC
نرم افزار زیر جهت محاسبات خمکاری لوله و پروفیل است. هر نوع رسم لوله با خم از نظر ریاضی، با علائم و ابعاد خمش درست خواهد بود، اما توجه داشته باشید که ممکن است مجبور شوید در ابتدا و انتهای قسمت خود به قدری طول اضافه در نظر بگیرید تا خم کن لوله را به صورت فیزیکی نگه دارد. این بستگی به نزدیک بودن اولین و آخرین خم شدن شما به ابتدا و انتهای لوله دارد. شبیه ساز این نرم افزار برای خمکاری لوله با cnc نیز میتواند مورد استفاده قرار بگیرد.
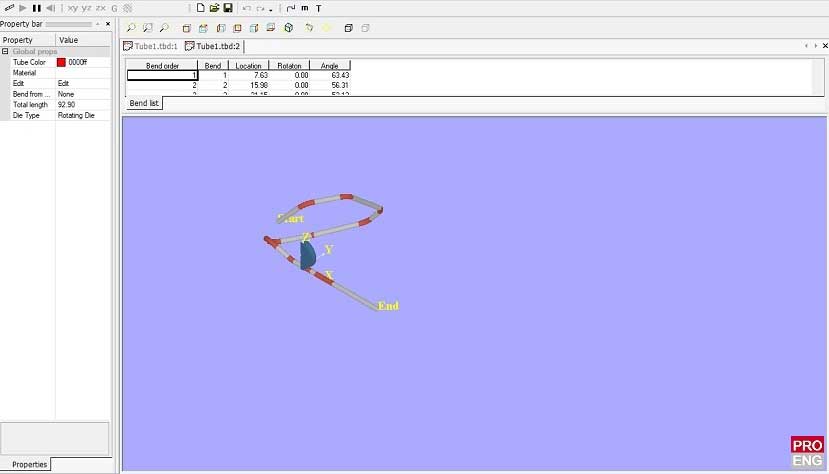
نرم افزار محاسبه خمکاری لوله و شبیه ساز
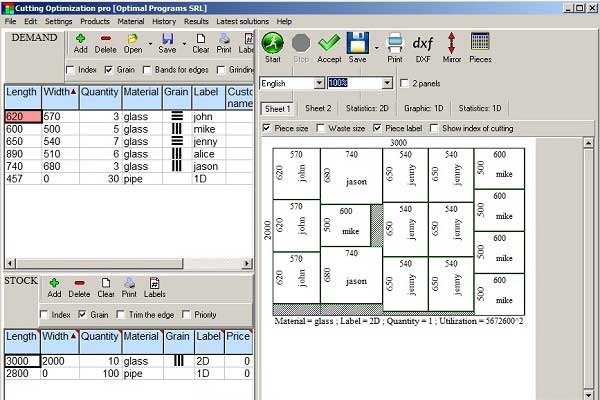
این نرم افزار قابلیت ارائه گزارش از فرایند خمکاری لوله یا پروفیل را دارد که در شکل زیر نمونه گزارش نرم افزار را مشاهده میکنید.
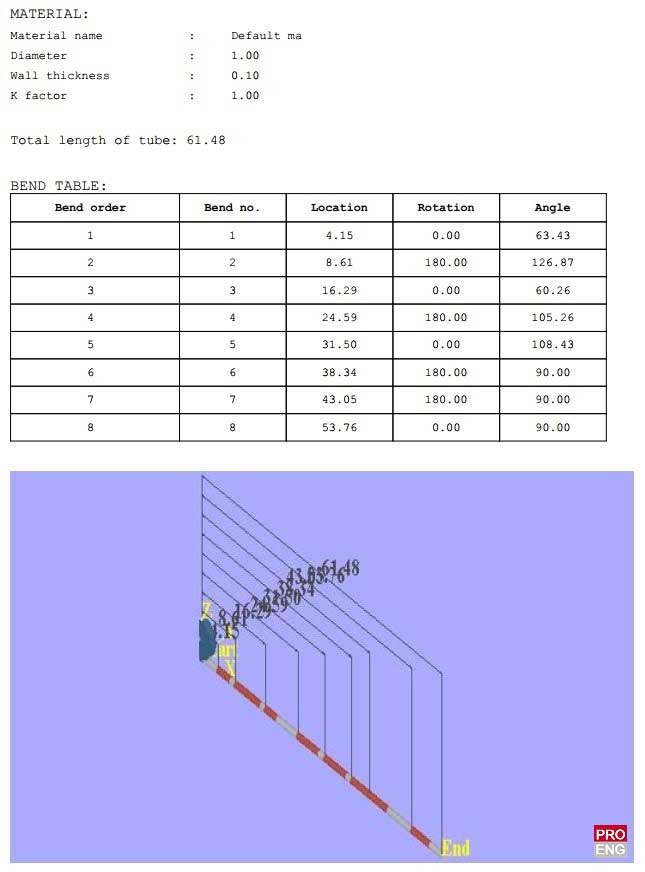
گزارش از فرایند خمکاری لوله
نکته مهم: بعد از هر چند تغییر در ترسیم یا شبیه سازی فرایند خمکاری لوله را حتما سیو کنید تا تغییرات از بین نرود.


- خرید و دانلود نرم افزار محاسبه خمکاری لوله
- قابل نصب بر روی: ویندوز 7 سرویس پک 1 و بالاتر
- حجم : 38MB
- قابل نصب بر روی یک سیستم
قیمت : 5,950,000 تومان
روش دریافت: فعالسازی آنی لینک دانلود، بلافاصله پس از پرداخت
دانلود نرم افزار خمکن
(در صورت نیاز با ما در ارتباط باشید. دانلود و پرداخت آنلاین فعال است)
رمز: proeng.ir
منبع: وب سایت مهندس حرفه ای
منبع محتوا : کتاب فنی حرفه ای گروه مکانیک

10 دیدگاه
سلام عالی بود واسه کارمون خیلی وقت بود دنبال همچین برنامه ای بودیم تشکر
سلام، خواهش میکنم. موفق باشید.
کاش همه مثل شما بودن
متشکریم. منتظر دیدار دوباره شما هستیم.
سلام
خروجی این برنامه به صورت چه نوع کدی می باشد؟
من می خواهم یک دستگاه خمش که بتوان سیم را به قطر 0.5 یا 1 میل را خمش داد و اشکال مختلف درست کرد را بسازم. آیا این نرم افزار قابل استفاده است؟
تشکز
درود
خروجی به صورت locatin، Rotation و angle می باشد به عبارتی محل خم، زاویه خم و زاویه چرخش خروجی نرم افزار است. محدودیتی از نظر قطر و طول ندارد. یک نمونه گزارش در عکس های آخر مقاله موجود هست.
سلام منظور از ماتریس چیه؟
اسم دستگاه هست؟یا اینکه ربطی به ماتریس ها در ریاضیات داره؟
درود، منظور از سمبه و ماتریس معادل در قالب سازی است.
سلام خسته نباشید
ای کاش یه نمونه از gcod یا فیلمی از خروجی برنامه میذاشتید
درود در انتهای متن نمونه خروجی نرم افزار در یک عکس قرار گرفته است.