فهرست مطالب:
بروزرسانیشده در فروردین 17, 1403
سوراخکاری با CYCLE81 در تراش زیمنس: سیکل سوراخکای ماشینکاران CNC که بر روی دستگاه تراش CNC با کنترلهای سینومریک زیمنس (Siemens Sinumerik) کار می کنند.
سیکل سوراخکاری CYCLE81 روی دستگاههای تراشکاری Sinumerik 840D، Sinumerik 808D و کنترلهای cnc مشابه کار میکند.
CYCLE81 سیکل سوراخکاری برای فرز CNC زیمنس
برای ماشینکاران CNC که روی فرز CNC با کنترلهای Siemens Sinumerik 840D/808D کار میکنند، سیکل سوراخکاری CYCLE81 در اینجا به اختصار توضیح داده شده است.
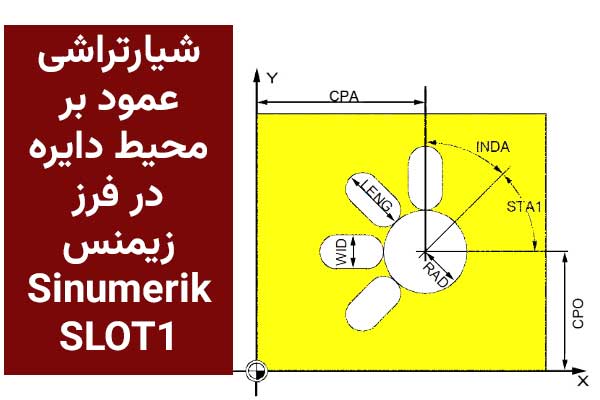
برنامه نویسی سیکل سوراخکاری در فرز زیمنس Sinumerik CYCLE81
فرمت سیکل سوراخکاری تراشکاری CYCLE81 سینومریک
با استفاده از دستور CYCLE81 در سینومریک، ابزار یا مته با سرعت اسپیندل و فیدریت برنامهریزی شده، تا عمق نهایی مشخص شده سوراخکاری میکند.
پارامترهای سوراخکاری CYCLE81 زیمنس
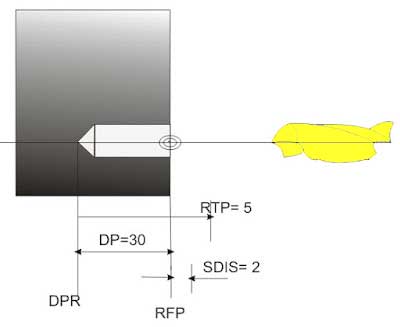
CYCLE81 (RTP، RFP، SDIS، DP، DPR)
- RTP : سطح برگشت (مطلق)
- RFP : سطح مرجع (مطلق)
- SDIS : فاصله ایمنی (بدون علامت وارد کنید)
- DP : عمق نهایی سوراخ (مطلق)
- DPR : عمق نهایی سوراخ (نسبی)
عمق مطلق (DP) یا نسبت به عمق صفحه مرجع (DPR) نوشت.
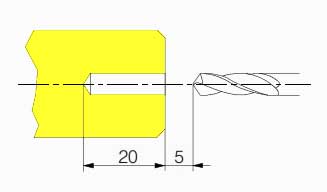
در سیکل سوراخکاری تک مرحله ای تراش CYCLE81 سینومریک که در شکل بالا نشان داده شده است:
- مته به سرعت به نقطه شروع (RFP + SDIS) خواهد رسید.
- با پیشروی داده شده، عمق نهایی سوراخ (DP) را تکمیل خواهد کرد.
- پس از تکمیل عمق، ابزار به سرعت به صفحه بازگشت (RTP) عقبنشینی خواهد کرد.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
مثال برنامه نویسی سیکل سوراخکاری تراش زیمنس CYCLE81
این مثال برنامه CNC نشان دهنده استفاده از سیکل سوراخکاری تک مرحله ای CYCLE81 سینومریک در یک دستگاه تراش CNC است.
سیکل سوراخکاری در تراش زیمنس سینومریک Sinumerik CYCLE81
G54 TRANS Z70 G17 T2 D1 G95 S1000 M3 F0.15 G00 X0 Z5 CYCLE81(5, 0, 2, -20) G00 X100 Z10 G18 M30
مثال برنامه Sinumerik 840D با CYCLE 81 برای سوراخکاری (تراشکاری)
CYCLE 81 برای سوراخکاری (تراشکاری)
PROENG.MPF N10 G90 G71 G94 F0.15 N20 G75 X0 Z0 N30 M06 T02 D01 N40 M03 S1000 N50 M08 N60 G00 X0 Z5 N70 CYCLE81 ( 5 , 0 , 2 , -30 , 0 ) N80 G00 X150 Z5 N90 G75 X0 Z0 N100 M05 M09 M30
توضیحات برنامه :
PROENG.MPF : نام برنامه اصلی
N10: برنامه سیستم مختصات مطلق ، ورودی متریک (همه ابعاد به میلی متر)، پیشروی 0.15
N20: فرمان موقعیت Home position ، که در آن X0 و Z0
N30: دستور تغییر ابزار، ابزار شماره 2، ابزار افست شماره 01
N40: اسپیندل در جهت عقربه های ساعت، سرعت 1000 دور در دقیقه
N50: خنک کننده روشن
N60: حرکت سریع به X0 و Z5 (ابزار موقعیت می گیرد)
N70: سیکل سوراخکاری تک مرحله ای (RTP =5 RFP=0 SDIS=2 DP=-30 DPR=0)
N80: دستور عمل سریع، که در آن X150 و Z5
N90: فرمان موقعیت Home position، در X0 و Z0
N100: اسپیندل خاموش، خنک کننده خاموش، پایان برنامه