فهرست مطالب:
بروزرسانیشده در آذر 14, 1402
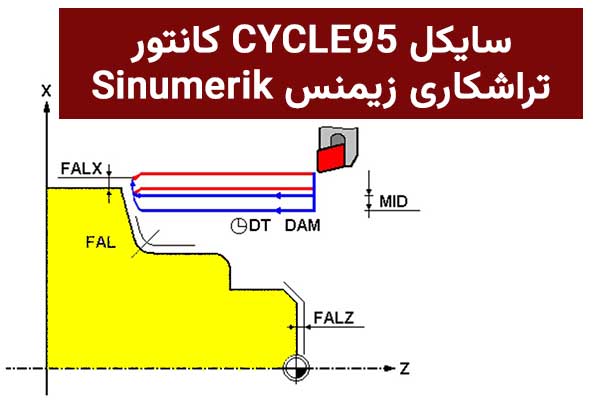
سایکل CYCLE95: به کمک این سیکل میتوان کلیه ی عملیات تراشکاری عمومی (مانند خشن تراشی، پرداختکاری، فرم تراشی و …) را برنامه نویسی کرد. با استفاده از این سیکل حتی نیازی به نوشتن برنامه ی ماشینکاری قوسها و مخروط ها به صورت خط به خط وجود ندارد و همه ی آنها در یک سیکل اجرا میشوند. برای اجرای این سیکل باید برنامه ی کانتور قطعه حتماً در یک زیربرنامه ایجاد شود و سپس به این سیکل فراخوانی شود.
سایکل (سیکل) CYCLE95
ماشینکاری کانتور از طریق برنامه فرعی
CYCLE95 یک سایکل (سیکل) است که به ماشینکاری یک کانتور با شروع از یک قطعه خام اختصاص دارد. این تابع به طور گسترده توسط برنامه نویسان و اپراتورهای CNC استفاده می شود. معمولاً از یک زیربرنامه استفاده می شود که در آن پروفایلی که باید ماشین کاری شود برنامه ریزی می شود. بنابراین پروفیل ها می توانند استوانه های خارجی و داخلی و پیشانی تراشی های خارجی و داخلی باشند.
در ادامه مشخصات CYCLE95 را خواهیم دید. فرمت مورد استفاده به صورت زیر است:
CYCLE95 (NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, VRT)
پارامترهای این سایکل (سیکل) عبارتند از:
- NPP: نام یا شماره برنامه فرعی. (در برخی کنترلر زیربرنامه حاوی کانتور باید Lxxx نامیده شود. جایی که xxx باید اعداد صحیح باشد.)
- MID: حداکثر عمق بار. (این پارامتر نباید علامت داشته باشد.)
- FALZ: بار پرداخت در Z. (بدون علامت.)
- FALX: بار پرداخت در X. (علامت ندارد.)
- FAL: بار پرداخت موازی با کانتور. (هیچ علامتی ندارد.)
- FF1: پیشروی برای خشن تراشی.
- FF2: پیشروی در هنگام عمق باردهی.
- FF3: پیشروی بار پرداختکاری.
- VARI: نوع ماشینکاری که باید انجام شود. (جدول را ببینید.)
- DT: زمان شکستن تراشه در خشن تراشی.
- DAM: طول جابجایی برای شکستن تراشه.
- VRT: مسیر خروج کانتور. (مقدار بلند شدن ابزار از سطح کانتور در هنگام برگشت)
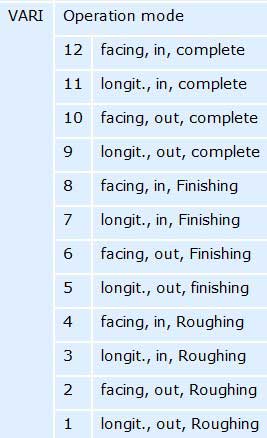
مقادیر مختلف پارامتر VARI
جدول تیپ ماشینکاری سیکل کانتور تراشی یا سیکل مرکب کاری (Cycle95)

VARI در سایکل 95
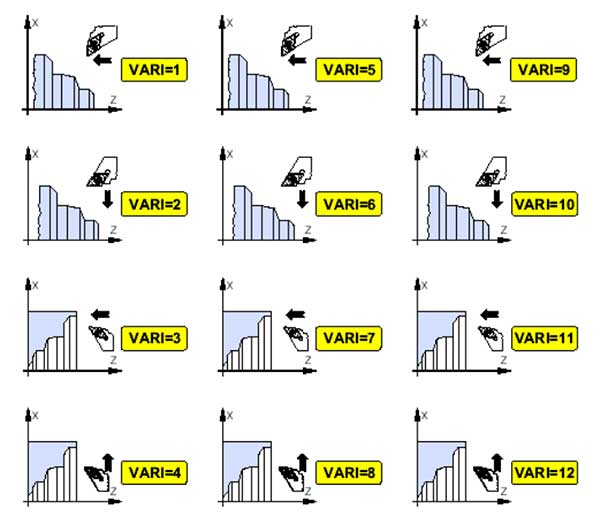
نوع ماشینکاری و تیپ ماشینکاری سایکل CYCLE95
برنامه CYCLE95
ما قصد داریم این سایکل را با استفاده از یک برنامه کوچک شبیه سازی کنیم. تابع CYCLE95 استفاده خواهد شد و یک زیربرنامه نیز ایجاد خواهد شد که وظیفه علامت گذاری کانتور در عملیات خشن تراشی را بر عهده خواهد داشت. طرح کلی بسیار ساده است. نقشه کانتور ماشینکاری پیوست شده است.
مثال 1 برنامه نویسی CYCLE95
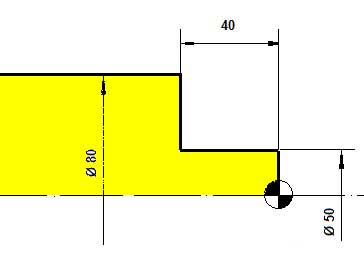
زیربرنامه L901 نام دارد و به شرح زیر است:
G01 X50 Z0 Z-40 X80 M17
و اکنون برنامه را با شبیه سازی آن در زیر داریم.
N05 G54
N10 G90 G96 S500 F0.8 T1 D1 M03
N20 G00 X85 Z0.1
N30 G90 G01 X-0.50
N40 G00 Z3
N50 G00 X85
N60 CYCLE95 ("L901",1.000,0.000,0.000,0.100,0.8,0.5,0.7,9,0,0,0)
N100 G00 X100 Z100
M05
M30اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
مثال 2 برنامه نویسی CYCLE95
این یک مثال کانتور تراشی با زیمنس هست.
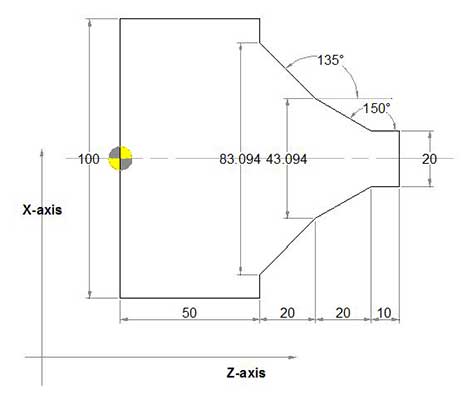
مثال Sinumerik CYCLE95 با کانتور در برنامه فراخوانی
در سایکل CYCLE95 پارامتر اول NPP را می توان به عنوان یک زیر برنامه جداگانه ارائه کرد یا می توان آن را در داخل برنامه فراخوانی با Labels تعریف کرد که کانتور مسیر براده برداری در برنامه فراخوانی تعریف شده است.
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02
مثال 3 برنامه نویسی CYCLE95
سایکل Siemens Sinumerik CYCLE95 برای کانتور خارجی
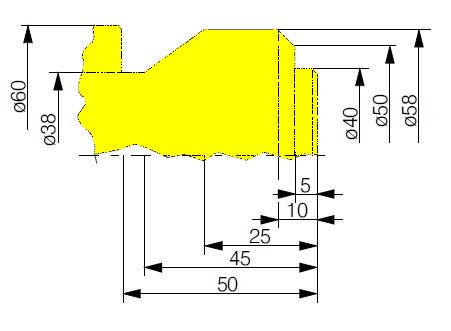
سایکل CYCLE95 برای کانتور خارجی
G54
G53 G0 X610 Z350
T1 D1 G96 S250 M4
G0 X65 Z0
G1 F0.18 X-1.6
G0 X65 Z5
CYCLE95("PROENG1",3,0.05,0.3,0,0.3,0.1,0.12,9,0,0,0)
G0 X200 Z100
M30
Contour subprogram: PROENG1:
G1 X38 Z2
Z0
X40 Z-1
Z-5
X50
X58 Z-10
Z-25
X38 Z-45
Z-50
X60 CHR=0.3
Z-50.4
M17اگر سوالی برای سایکل95 داری در کامنت ها بپرس