فهرست مطالب:
- 1 فرمت CYCLE97 برای پیچ تراشی در سینومریک
- 1.1 پارامترهای CYCLE97 در زیمنس سینومریک 840D:
- 1.1.1 CYCLE97 PIT (گام رزوه یا پیچ)
- 1.1.2 MPIT (اندازه اسمی پیچ)
- 1.1.3 SPL (نقطه شروع طولی رزوه)
- 1.1.4 FPL (نقطه پایانی طولی رزوه)
- 1.1.5 DM1 (قطر شروع رزوه)
- 1.1.6 DM2 (قطر پایان رزوه)
- 1.1.7 APP (مسیر ورود)
- 1.1.8 ROP (مسیر خروج)
- 1.1.9 TDEP (عمق رزوه)
- 1.1.10 FAL (مجاز پایانکاری)
- 1.1.11 IANG (زاویه ورود)
- 1.1.12 NSP (زاویه شروع)
- 1.1.13 NRC (تعداد مراحل خشنکاری)
- 1.1.14 NID (تعداد مراحل بدون بار)
- 1.1.15 VARI (نوع یا تیپ ماشینکاری)
- 1.1.16 NUMT (تعداد راههای رزوه)
- 1.1.17 _VRT (فاصله عقبنشینی)
- 1.1 پارامترهای CYCLE97 در زیمنس سینومریک 840D:
- 2 مثال پیچ تراشی Siemens Sinumerik با سیکل CYCLE97
بروزرسانیشده در فروردین 17, 1403
با استفاده از سیکل پیچ تراشی CYCLE97 سینومریک 840D، میتوان رزوههای استوانهای و مخروطی خارجی و داخلی را در طول یا پیشانی کار ماشین کاری کرد. رزوه میتواند یک راهه یا چندراهه باشد. در رزوههای چندراهه ، نخ های رزوه به ترتیب یکی پس از دیگری ماشینکاری میشوند.
روش نفوذ در پیچ تراشی به صورت خودکار است. شما میتوانید بین ورودی ثابت برای هر برش یا مقطع ثابت برش انتخاب کنید.
رزوه راستگرد یا چپگرد توسط جهت چرخش اسپیندل تعیین میشود که باید قبل از شروع چرخه برنامهریزی شود.
پیشروی و سرعت اسپیندل نوشته شده در بلوکهای قبلی روی رزوه تأثیری ندارند. به عبارتی سرعت اسپیندل نباید در طول ماشینکاری رزوه تغییر کند.
فرمت CYCLE97 برای پیچ تراشی در سینومریک
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
پارامترهای CYCLE97 در زیمنس سینومریک 840D:
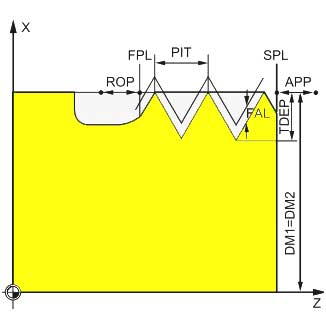
سیکل پیچ تراشی در سینومریک 840D زیمنس
CYCLE97 PIT (گام رزوه یا پیچ)
گام رزوه به عنوان یک مقدار (بدون علامت وارد کنید). گام رزوه یک مقدار موازی محور است و بدون علامت مشخص میشود.
MPIT (اندازه اسمی پیچ)
برای رزوه با گام استاندارد استفاده می شود. برای تولید رزوههای استوانهای متریک، همچنین ممکن است شروع رزوه را به عنوان اندازه رزوه از طریق پارامتر MPIT (M3 تا M60) مشخص کرد.
SPL (نقطه شروع طولی رزوه)
نقطه شروع رزوه در محور طولی
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
FPL (نقطه پایانی طولی رزوه)
نقطه پایانی رزوه در محور طولی
DM1 (قطر شروع رزوه)
قطر شروع پیچ
DM2 (قطر پایان رزوه)
قطر پایان پیچ
APP (مسیر ورود)
اضافه مسیر ورود (مقدار پیشرو را بدون علامت وارد کنید)
ROP (مسیر خروج)
اضافه مسیر خروج (مقدار پسرو را بدون علامت وارد کنید)
TDEP (عمق رزوه)
عمق رزوه (بدون علامت وارد کنید)
FAL (مجاز پایانکاری)
بار مجاز پرداختکاری (بدون علامت). پس از خشنکاری در یک مرحله برداشته میشود.
IANG (زاویه ورود)
زاویه ورود یا زاویه نفوذ (برای نفوذ جانبی در لبه “+” و برای نفوذ افزایشی “–”)
اگر میخواهید در زاویه راست نسبت به جهت برش در رزوه ورودی داشته باشید، مقدار این پارامتر باید صفر تنظیم شود. به عبارت دیگر، این پارامتر نیز میتواند از لیست پارامترها حذف شود، زیرا در این حالت، به طور پیشفرض به صورت خودکار با صفر بارگذاری میشود.
اگر میخواهید ورودی را در امتداد لبهها داشته باشید، مقدار مطلق این پارامتر میتواند حداکثر تا نصف زاویه لبه ابزار باشد.
NSP (زاویه شروع)
زاویه شروع برای اولین دور تراش (بدون علامت). با این پارامتر، میتوانید مقدار زاویهای را که نقطه اولین برش اولین دور تراش را روی محیط قطعه کار تعریف میکند، برنامهریزی کنید. این اُفست نقطه شروع است.
اگر زاویه شروع مشخص نشده باشد یا از لیست پارامترها حذف شود، اولین دور تراش به طور خودکار از صفر درجه شروع میشود.
NRC (تعداد مراحل خشنکاری)
تعداد برشهای خشنکاری (بدون علامت)
NID (تعداد مراحل بدون بار)
تعداد مراحل تمیزکاری رزوه بدون بار (بدون علامت)
VARI (نوع یا تیپ ماشینکاری)
تعریف نوع ماشینکاری برای رزوه (۱ … ۴) با پارامتر VARI، تعیین میشود. که مشخص می کند ماشینکاری باید داخلی باشد یا خارجی و نوع بار یکنواخت باشد یا کاهشی.
پس پارامتر VARI میتواند مقادیر بین ۱ تا ۴ را با معانی زیر به خود بگیرد:
- ۱ = بار یکنواخت، خارجی
- ۲ = بار یکنواخت، داخلی
- ۳ = بارکاهشی، خارجی
- ۴ = بارکاهشی، داخلی
NUMT (تعداد راههای رزوه)
تعداد نخ ها یا راههای رزوه (بدون نشانه وارد کنید).
شما با پارامتر NUMT تعداد شروعهای رزوه برای یک رزوه چندراهه را مشخص میکنید.
برای یک رزوه یکراهه، پارامتر باید صفر تعیین شود یا میتوان به طور کامل از لیست پارامترها حذف شود. نخ های رزوه به طور مساوی بر روی محیط قطعه کار توزیع میشوند؛
دور اول رزوه توسط پارامتر NSP تعیین میشود.
_VRT (فاصله عقبنشینی)
فاصله عقبنشینی متغیر بر اساس قطر اولیه، افزایشی (بدون نشانه وارد کنید).
وقتی VRT = 0 (پارامتر برنامهریزی نشده)، مسیر عقبنشینی 1 میلیمتر است.
مسیر عقبنشینی همیشه بر اساس سیستم واحدهای برنامهریزی شده، اینچ یا متریک، اندازهگیری میشود.
مثال پیچ تراشی Siemens Sinumerik با سیکل CYCLE97
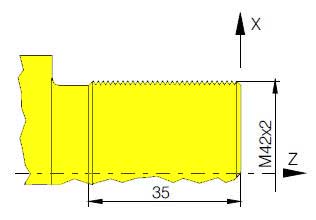
مثال پیچ تراشی Siemens Sinumerik
G54 G53 G0 X610 Z350 T5 D1 G95 S1000 M4 G0 X44 Z12 CYCLE97(,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1) G0 X200 Z100 M30
مثال پیچ تراشی داخلی با سیکل CYCLE97
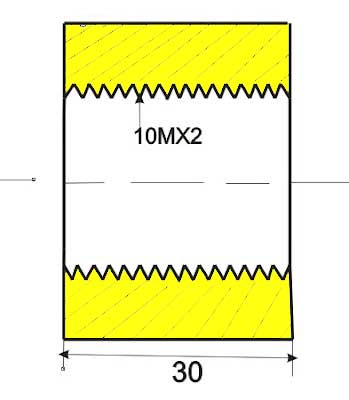
مثال پیچ تراشی داخلی زیمنس با سیکل CYCLE97
PROENG.MPF N01 G90 G71 G94 F0.1 N02 G28 X0 Z0 N03 M06 T02 D01 N04 M03 S600 N05 M07 N06 G00 X5 Z1 N07 CYCLE97 [ 2 , 0 , 0 , -30 , 10 , 10 , 0 , 0 , 1.226 , 0.05 , 30 , 0 ,12 , 2 , 3, 1 ,__ ] N08 G28 X0 Z0 N09 M05 N10 M09 N11 M30
PROENG.MPF : نام برنامه اصلی
N01 : برنامه در سیستم مختصات مطلق , تمام ابعاد بر حسب میلی متر , پیشروی 0.1
N02 : حرکت ابزار به نقطه مرجع در X0 & Z0.
N03 : تغییر ابزار دستور، ابزار شماره 2 و افست 01
N04 : اسپیندل را در جهت عقربه های ساعت با سرعت 600 دور در دقیقه
N05 : خنک کننده روشن
N06 : فرمان سریع تا نزدیک کار و آماده برای ماشینکاری.
N07 : سیکل پیچ تراشی با CYCLE97
شکل زیر M20*2 را نشان می دهد، یعنی قطر 20 میلی متر و گام 2 (یک عکس از محیط کنترلر است اما پارامترهای مثال ما مطابق شکل بالایی است)
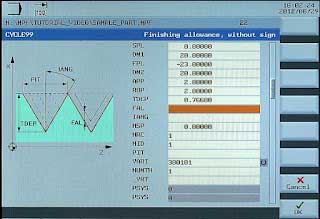
پیچ تراشی در زیمنس سینومریک
- PIT : به این معنی است که گام رزوه 2 میلی متر است.
- MPIT : همچنین گامی از رزوه است طبق استاندارد است. برای رزوه های استوانه ای متریک . اما در این برنامه ها به MPIT نیاز نداریم، صفر می گیریم
- SPL : نقطه شروع رزوه در امتداد محورZ، را صفر می گیریم.
- FPL : نقطه انتهایی پیچ در امتداد محور زد 30 می گیریم.(طول)
- DM1 : قطر پیچ در نقطه شروع 10 است.
- DM2 : قطر پیچ در نقطه انتهایی نیز 10 است.
- APP : پیشرو صفر
- ROP : پسرو صفر
- TDEP : عمق رزوه، محاسبه (0.6134 x گام) دارد: 0.6134 * 2 = 1.226
- FAL : بار پرداخت 0.05 میلیمتر
- IANG : زاویه پیچ، اگر زاویه 60 باشد همیشه نیمی از زاویه 30 را می گیریم.
- NSP : ما از 0 استفاده کردیم.
- NRC : تعداد پاس خشن، که وابسته به عمق برش است . 12 می گیریم.
- NID :در نهایت 2 مرحله بدون بار برای پرداخت
- VARY : در پنل کامپیوتر چهار عدد وجود دارد برای پیچ داخلی شماره 4 را انتخاب می کنیم.
- NUMTH : تعداد راه پیچ 1 است
- VRT : (پیش فرض باشد)
N08 : دستور نقطه مرجع که ابزار در X0 Z0
N09 : مایع خنک کننده خاموش
N10 : پایان برنامه اصلی