

فهرست مطالب:
بروزرسانیشده در آبان 10, 1401
جدول انتخاب قطر مته برای قلاویز: برای تولید رزوه داخلی سوراخی کوچکتر از قطر اصلی آن سوراخ باید بتراشیم و سپس از یک ابزار برای تولید گام رزوه استفاده کنید. معمولاً عنوان قلاویز برای اندازه رزوه داخلی که باید تولید شود استفاده می کنیم. یک راه خوب برای تصمیم گیری در مورد قطر مته استفاده از نمودار مرجع مته مانند نمونه های زیر است.
قبل از قلاویز کاری باید از جداول استاندارد قطر مته برای سوراخ کاری استفاده کنیم تا قطعه کار استاندارد و استقامت لازم را داشته باشد.
مته مناسب رزوههای استاندارد درشت متریک
محاسبه برای تعیین مته و سوراخ صحیح برای رزوه متریک 60 درجه این است که قطر اصلی رزوه (قطر نامی) ، منهای گام را در نظر بگیرید. این باعث می شود که هسته یا قطر جزئی رزوه پیچ در اختیار ما قرار گیرد. نمودارهای زیر اندازه های مته سوراخکاری توصیه شده برای رزوه های متریک را نشان می دهد.
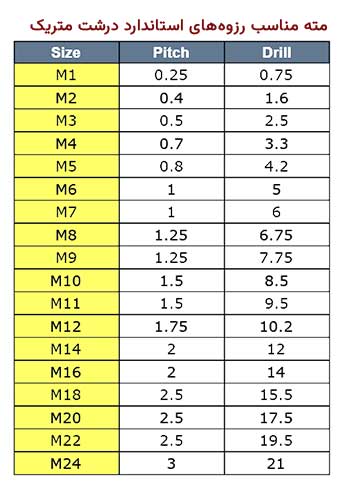
مته مناسب رزوههای استاندارد درشت متریک (انتخاب قطر مته برای قلاویز)
جدول استاندارد مته برای روزه دنده ریز متریک

جدول استاندارد مته برای روزه دنده ریز متریک (انتخاب قطر مته برای قلاویز)
جدول اندازه مته برای رزوه UNC
قطر مته برای قلاویز اینچی : یک قانون کلی خوب برای انتخاب مته برای رزوههای پیچی اینچی، 85 درصد قطر رزوه اصلی برای یک رزوه درشت و 90 درصد قطر رزوه اصلی برای یک رزوه خوب است. توجه داشته باشید که این برای رزوه هایی با قطر اصلی زیر 1 اینچ است. در این اندازه، نسبت تغییر می کند و بهتر است از نمودار مرجع مانند آنچه در این صفحه ارائه شده است استفاده کنید.
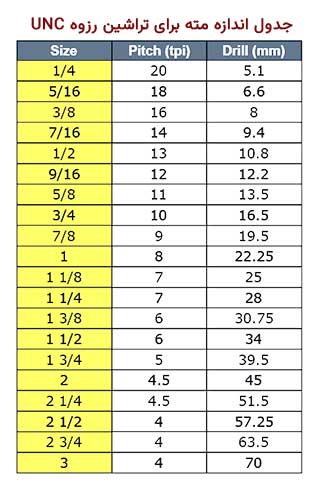
جدول اندازه مته برای تراشین رزوه UNC (انتخاب قطر مته برای قلاویز)
جدول اندازه مته برای رزوه UNF
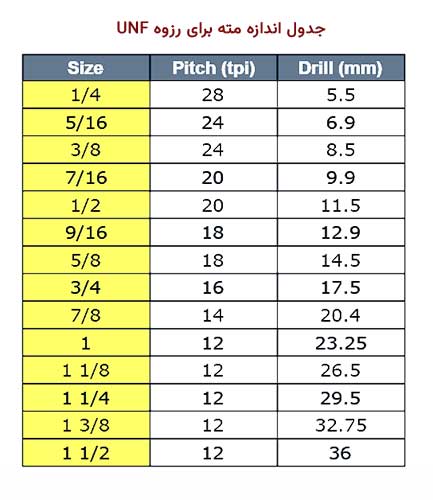
جدول اندازه مته برای رزوه UNF
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
جدول استاندارد رزوه ها (متریک و اینچی)
جدول استاندارد قلاویز – جدول انتخاب مته – جدول سوراخ قلاویز
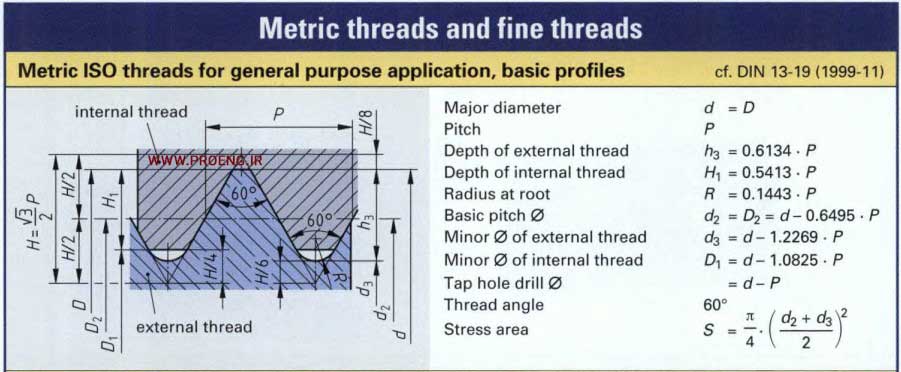
رزوه های معمولی و دندانه ریز متریک رزوه ISO متریکبرای کاربرد عمومی، پروفیل نامی طبق DIN 13-19 (1999-11)
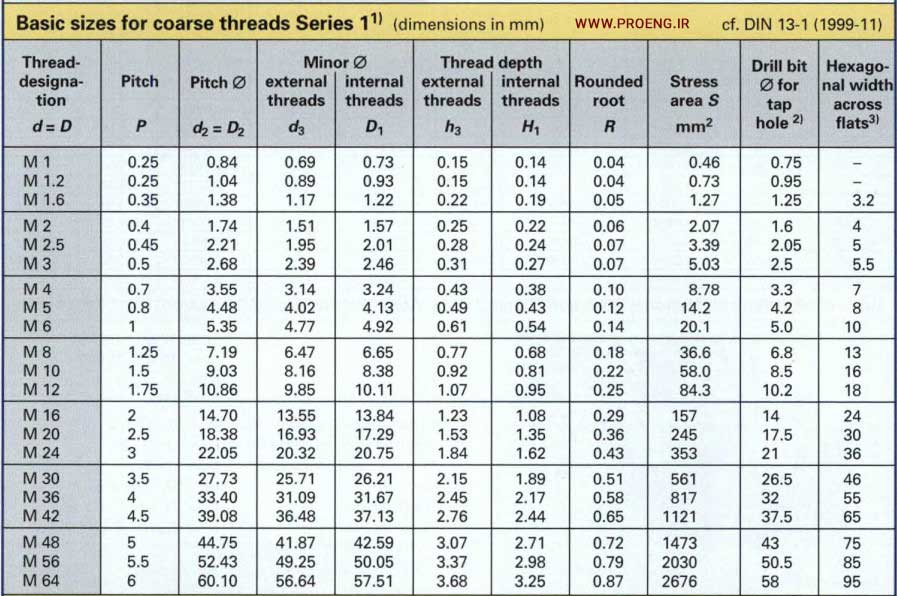
اندازه نامی رزوه معمولی سری 1 (اندازه به mm) طبق DIN 13-1 (1999-11)
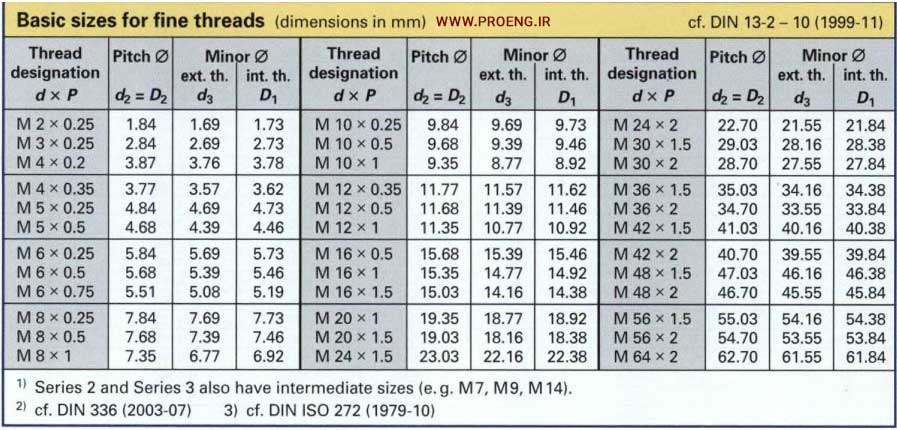
اندازه نامی رزوه دندانه ریز (اندازه به mm) طبق DIN 13-2…10 (1999-11)
رزوه داخلی (مهره) مربوطه (طرح معمولی)
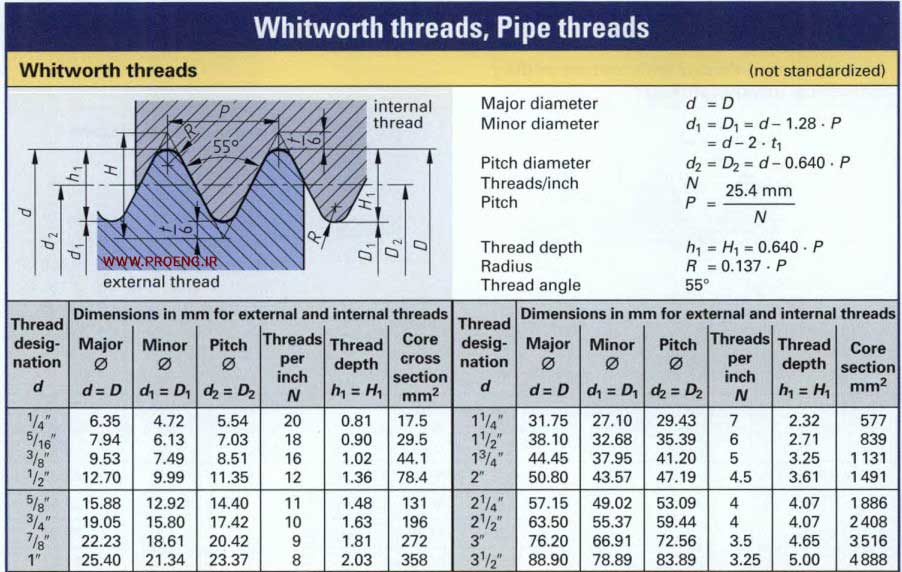
رزوه های ویت ورث (غیر استاندارد)
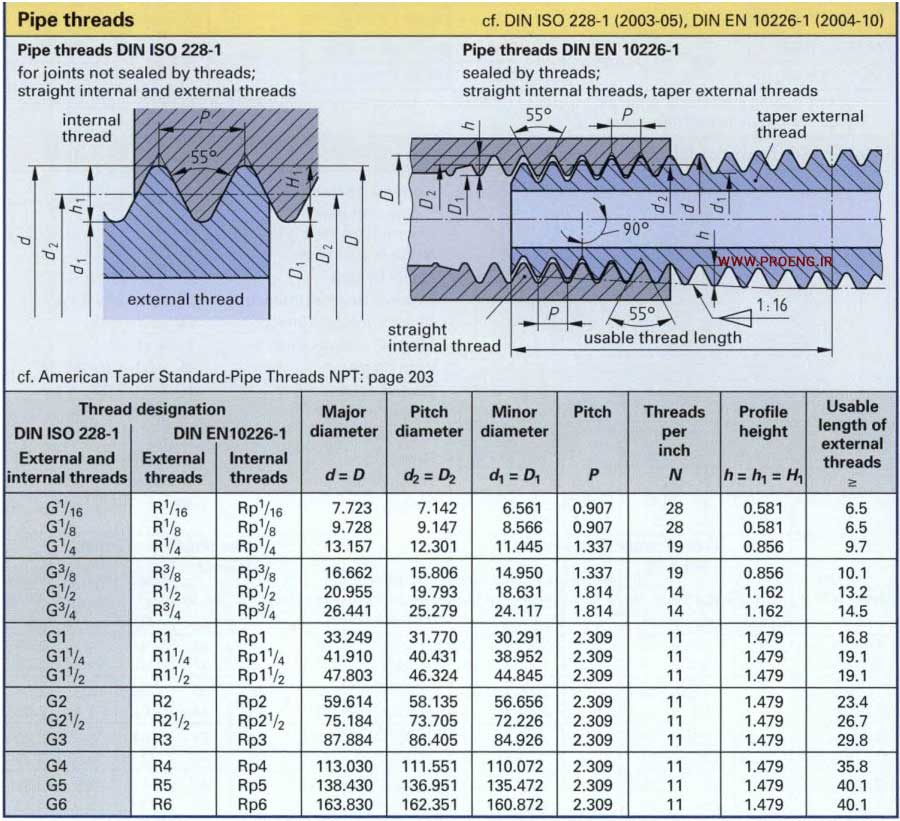
رزوه های لوله طبق DIN EN 10226-1 (2004-10), DIN ISO 228-1 (2003-05)
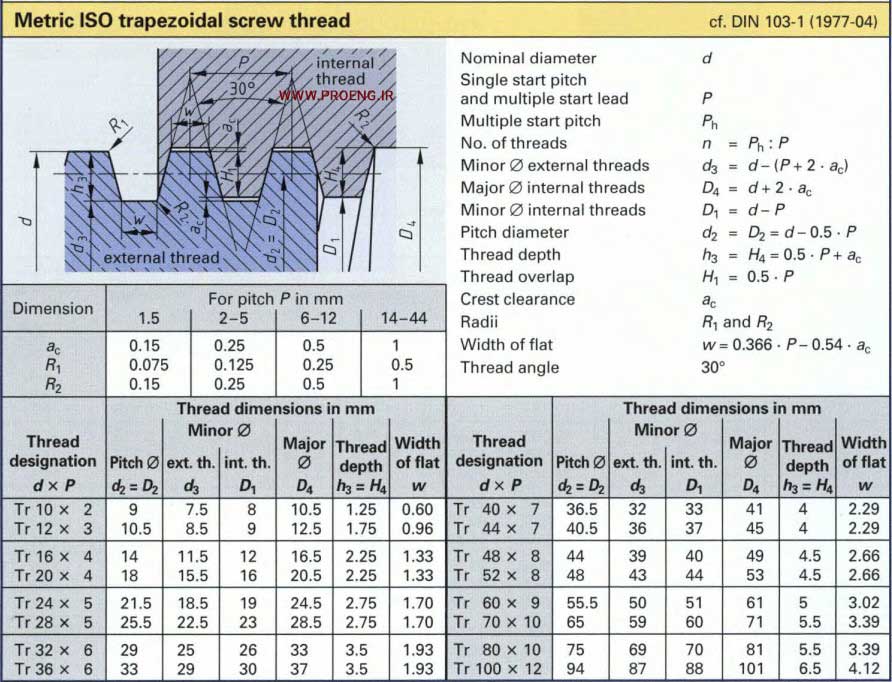
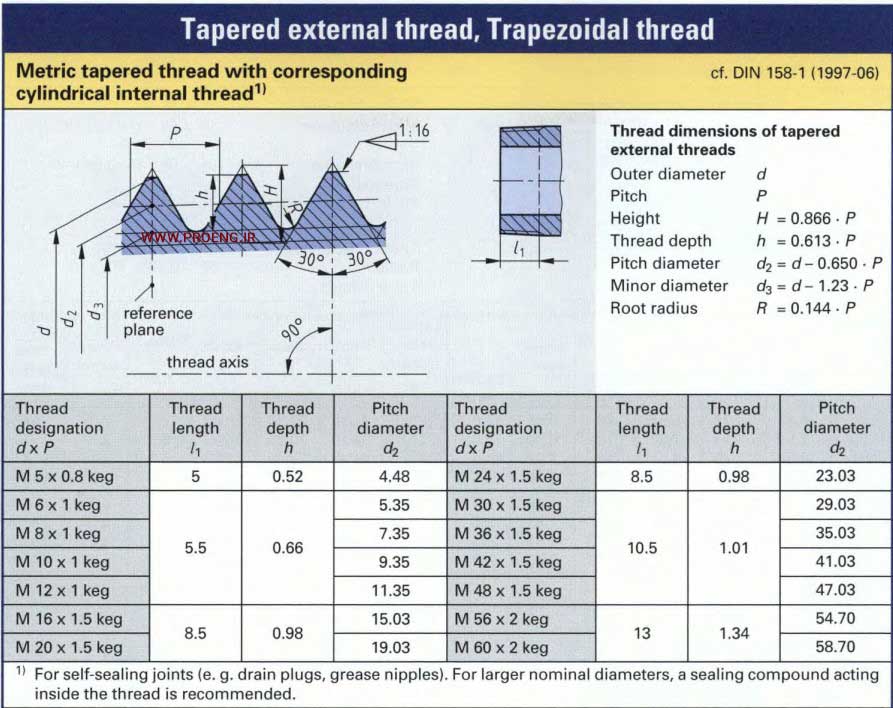
رزوه های دنده ذوزنقه ای و اره ای برای رزوه های ISO متریک طبق DIN 103-1 (1977-04)
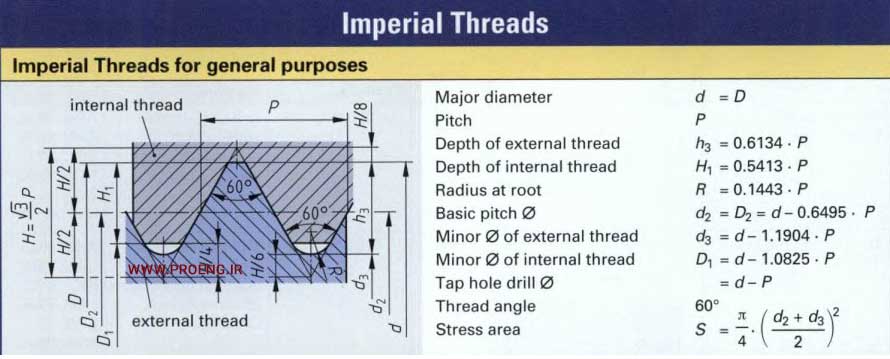
رزوه های اینچی
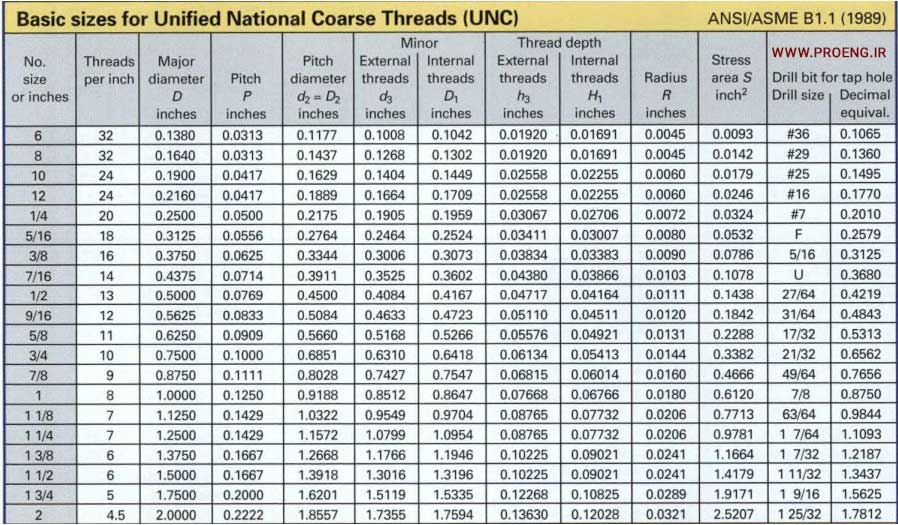
رزو های سیستم UNC
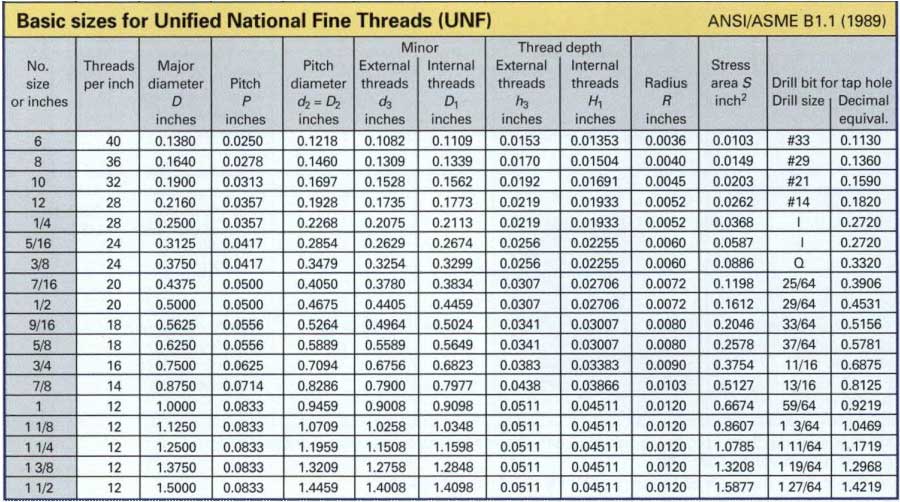
رزوه های سیستم UNF
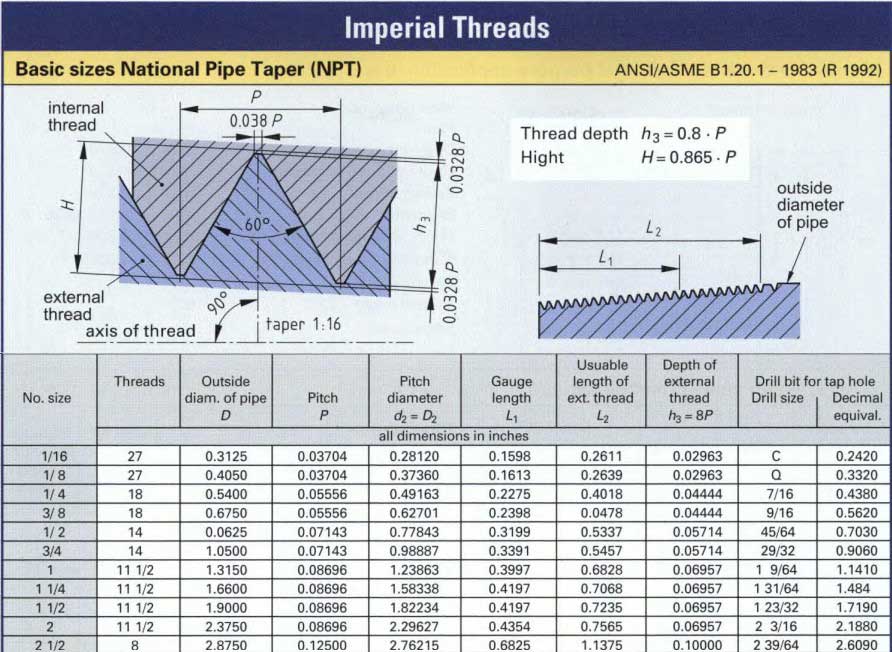
پیچ لوله اینچی NPT
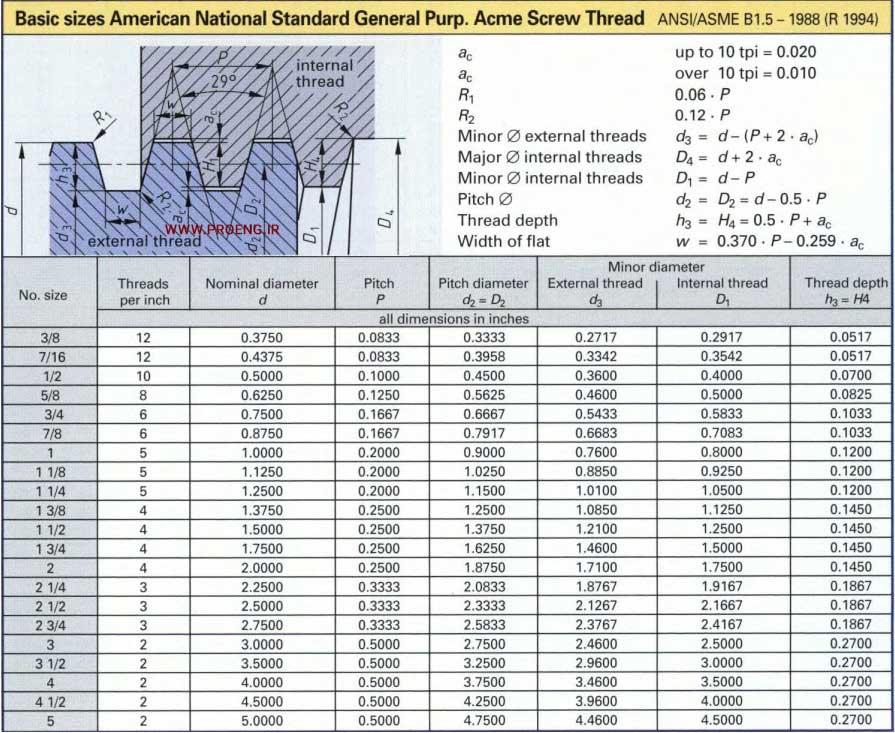
پیچ رزوه Acme بر اساس استاندارد ملی آمریکا





