
بروزرسانیشده در مرداد 9, 1402
شیار تراشی G75 : هنگام ماشینکاری شیارها در قطعه کار، می توانیم از G01 برای قرار دادن ابزار در موقعیت مورد نظر استفاده کنیم. با استفاده از سیکل شیار تراشی G75 میتوانیم این فرآیند را تسریع کنیم، مخصوصاً اگر شیار از ابزار ما بزرگتر و با پهنای بیشتری باشد.
سیکل شیار تراشی G75 چیست؟
با بیان موقعیت شیار خود، عمق و عرض. سیکل G75 از بقیه کار را انجام می دهد و ویژگی ما را با حداقل مقدار کُد برای ما تولید می کند. این کار روند را سرعت می بخشد و تنظیمات قطعه را آسان می کند.
نحوه عملکرد سیکل شیار G75
توضیحی در مورد بلوک سیکل دو خطی G75.
در زیر هر قسمت تفکیک شده و توضیح داده شده است.
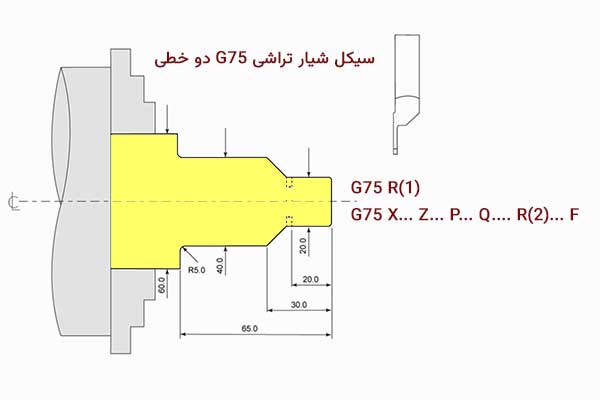
سیکل شیار G75
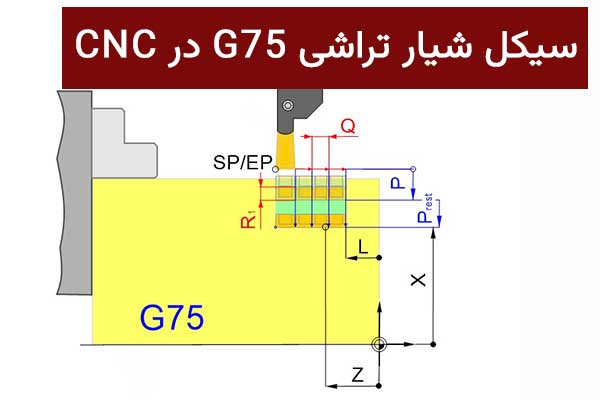
G75 R(1) G75 X... Z... P... Q... R(2)... F
- G75 : سیکل شیار
- R(1) : مقدار بلند شدن ابزار
- X : عمق نهایی شیار
- Z : موقعیت نهایی در Z
- P : مقدار بار در X (میکرون)
- Q : فاصله گام یا بار در Z (میکرون)
- R(2) : بلند شدن در انتهای برش
- F : پیشروی
G75 به دستگاه می گوید که ما می خواهیم از سیکل شیار استفاده کنیم.
اولین کلمه R مقدار بلند شدن هر عبور در محور X را تعریف می کند. دستگاه پس از هر عمق بار، ابزار را تا این فاصله از شیار بیرون می کشد.
فاصله X به کنترلر CNC اجازه می دهد تا قطر نهایی شیار ما را بداند.
فاصله Z موقعیت نهایی شیار است که از مبدأ گرفته شده است، قبل از اینکه سیکل را فعال کنیم، نقطه شروع شیار را با استفاده از G00 یا G01 قرار می دهیم.
با استفاده از کلمه P میتوانیم عمق بار را تعریف کنیم، این اختیاری است اما اگر مواد خاصی را برش دهیم مفید است.
آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) رو در اینجا ببنید!
اگر شیار ما وسیعتر از ابزار ما باشد، با استفاده از این سیکل مجبور نیستیم ابزار سفارشی را برای مطابقت با اندازه شیار خود خریداری کنیم. کلمه Q به ما این امکان را می دهد که بعد از هر برش از آن عبور کنیم تا عرض را به اندازه مورد نیاز ماشینکاری کنیم. اگر لازم باشد این را تنظیم کنیم، مجبور نیستیم ابزار جدیدی بخریم. ما فقط این مقدار را تغییر می دهیم.
R به ما اجازه می دهد تا در انتهای برش ابزار را فاصله داد، این را نیز می توان حذف کرد.
نمونه تک خطی G75
این سیکل به صورت تک خطی نیز موجود است. بسته به نسخه کنترلهای فانوک (FANUC) که استفاده میشود، بستگی به نسخهای از این سیکل دارد که برنامهنویسی میکنیم.
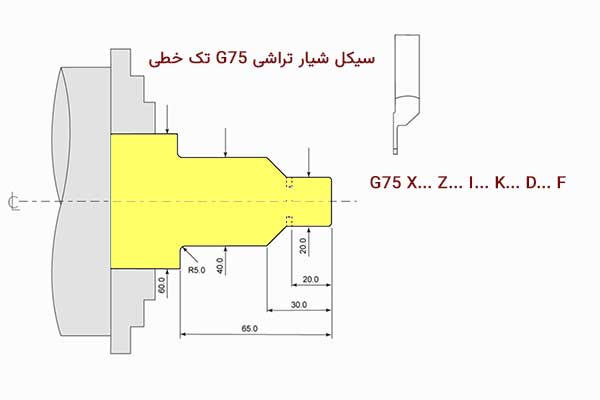
تک خطی G75
G75 X... Z... I... K... D... F
- G75 : سیکل شیار
- X : عمق شیار
- Z : آخرین موقعیت در Z
- I : عمق هر بار
- K : فاصله گام یا بار در Z
- D : بلند شدن در انتهای برش
- F : پیشروی
G75 به کنترلهای ماشین میگوید که اطلاعات زیر برای یک سیکل شیار اعمال میشود.
X قطر نهایی شیار ما را مشخص می کند.
همانطور که قبلا در مثال 2 خطی، Z موقعیت نهایی شیار در حال ماشینکاری است.
در نسخه تک خطی، ما از I برای تعریف هر عمق بار استفاده می کنیم. به عنوان مثال، اگر این را روی 1000 قرار دهیم، ابزار پس از تراش 1 میلی متر از قطعه کار به عقب باز میگردد.
پس از اینکه هر عمق بار در عمق نهایی خود قرار گرفت، با بیان کلمه K می توانیم از مقدار تعریف شده عبور کنیم تا پاس بعدی را در امتداد محور Z برش دهیم.
D بلند شدن در انتهای برش است.
در نهایت، نرخ پیشروی را با کلمه F بیان می کنیم.
با استفاده از سیکلهایی مانند این سیکل شیار، میتوانیم زمان لازم برای نوشتن G-Code خود را کاهش دهیم و هر تغییری را که لازم است در کد خود ایجاد کنیم تا یک قطعه صحیح ایجاد کنیم. در ماشین تراش CNC، ما اغلب میتوانیم برنامههای خود را خیلی سریعتر از استفاده از CAD/CAM تولید کنیم، زیرا نیازی به ساخت مدلها نداریم و ویرایشها فرآیند سریعتری هستند زیرا میتوانیم آنها را در کنترلهای ماشین انجام دهیم.





