

فهرست مطالب:
بروزرسانیشده در بهمن 2, 1402
فرز کاری پاکت مستطیل شکل با POCKET1 در کنترلر Sinumerik : با سیکل POCKET1، در فرز Sinumerik می توانیم پاکت ها یا حفره های مستطیلی را در هر مکانی در صفحه ماشینکاری کرد. سیکل POCKET1 در فرز زیمنس یک سیکل ترکیبی خشنکاری/پرداختکاری است.
پاکت تراشی در فرز CNC چیست؟
عملیات Pocketing : پاکت تراشی در فرز CNC یک روش معمول برای براده برداری مواد و ایجاد شکل هندسی خاص در قطعه کار است. در این روش، ابتدا یک ابزار برش مناسب به فرز CNC نصب میشود. سپس با استفاده از مسیردهی CNC، فرز به طور خودکار روی قطعه کار حرکت کرده و قسمتهای مورد نظر را از قطعه تراش می دهد. این عمل باعث تشکیل شکل دقیق قطعه، حذف مواد زائد و کاهش زمان و هزینه تولید میشود.
فرمت برنامه نویسی POCKET1
POCKET1 (RTP، RFP، SDIS، DP، DPR، LENG، WID، CRAD، CPA، CPO، STA1، FFD، FFP1، MID، CDIR، FAL، VARI، MIDF، FFP2، SSF)
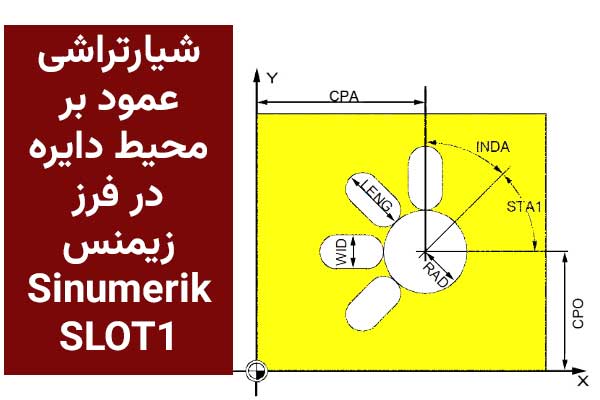
پارامترهای پاکت تراشی دایره ای زیمنس
- RTP : سطح برگشت (مطلق)
- RFP : سطح مبنا (مطلق)
- SDIS : فاصله ایمنی (بدون علامت وارد کنید)
- DP : عمق نهایی پاکت (مطلق)
- DPR : عمق نهایی پاکت نسبت به صفحه مبنا
- LENG : طول پاکت
- WID : عرض پاکت
- CRAD. : شعاع گوشه پاکت (بدون علامت)
- CPA : نقطه مرکزی دایره / پاکت، در محور X (مطلق)
- CPO : نقطه مرکزی دایره / پاکت، در محور Y (مطلق)
- STA1 : زاویه شروع با افق، مقادیر: -180 تا 180 درجه
- FFD : سرعت پیشروی برای نفوذ عمقی
- FFP1 : سرعت پیشروی برای ماشینکاری سطح
- MID : حداکثر عمق بار هر مرحله
- CDIR : جهت ماشینکاری مقادیر: 2 (برای G02) و 3 (برای G03)
- FAL : بار پرداخت برای کانتور (دیواره ها)
- VARI : حالت ماشینکاری
0 = ماشینکاری خشن و پرداخت
1=ماشین کاری خشن
2=فقط ماشینکاری پرداخت
- MIDF : حداکثر عمق بار پرداخت کاری
- FFP2 : مقدار پیشروی پرداختکاری
- SSF : سرعت در حین پرداختکاری
مثال برنامه نویسی پاکت چهارگوش در فرز زیمنس Sinumerik POCKET1
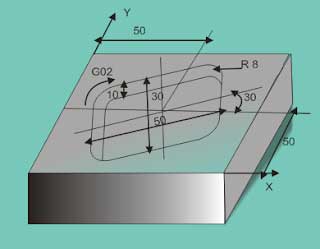
پاکت در فرز زیمنس Sinumerik POCKET1
PROENG.MPF N10 G90 G71 M06 T03 D01 N20 M03 S1000 M08 N30 G17 G00 X50 Y50 Z50 N40 POCKET1 ( 10 , 0 , 5 , _ , -10 , 50 , 30 , 8 , 50 , 50, 30 , 100 , 300 , 10 , 2 , 0.5 , 2 , 10 , 400 ,1200) N50 G00 Z50 N60 M05 M09 M30
توضیحات :
PROENG.MPF: نام برنامه اصلی
N10: سیستم مختصات مطلق ، یک دستور ورودی متریک، دستور تغییر ابزار شماره 3
N20: اسپیندل روشن در جهت عقربه های ساعت با سرعت 1000 دور در دقیقه و مایع خنک کننده روشن
N30: صفحه XY، فرمان حرکت سریع ابزار در نقطه X50، Y50 و Z50
N40: سیکل یا سایکل پاکت تراشی مستطیلی
N50: ابزار به سرعت به سمت بالا می رود.
N60: توقف اسپیندل، خنک کننده خاموش، پایان برنامه
برای کسب اطلاعات بیشتر در مورد آموزش CNC آشنایی و کاربرد جی کد و ام کدها، آموزش برنامه نویسی سی ان سی ما رو ببنید.





2 دیدگاه
سلام بسیار عالی هست آموزشتون.
فقط،یه ایراد بزرگ داره
اینکه اموزش کار با کنترلر هایدن رو ندارید☺️
درود، سپاس از شما. در آینده در سایت آموزش خواهیم گذاشت. مانا باشید.