فهرست مطالب:
بروزرسانیشده در اسفند 7, 1402
این سیکل در سینومریک 840D CYCLE81 برای سوراخکاری تک مرحله ای استفاده می شود. برای ماشینکاران CNC که روی کنترلهای سینومریک زیمنس 840D (و یا 810) کار میکنند، در اینجا مقاله مختصری درباره سیکل سوراخکاری Sinumerik 840D CYCLE81 آورده شده است. این سیکل یا سایکل برای سوراخکاری تک مرحله ای کوتاه مثل مته مرغک و مته راهنما بیشتر می تواند کاربرد داشته باشد یا برای سوراخکاری با عمق کم.
سیکل های سوراخکاری بدون شک یکی از پرکاربردترین سیکل ها در کارگاه های cnc می باشد. برای ماشینکاران cnc که روی کنترلهای Fanuc و Haas کار میکنند، یک سیکل سوراخکاری معادل G81 وجود دارد که سیکل سوراخکاری G81 و سایر سیکل های فرز CNC را در اینجا مطالعه کنید.
فرمت برنامه نویسی CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
پارامترهای سوراخکاری CYCLE81 زیمنس
- RTP : سطح برگشت (مطلق)
- RFP : سطح مرجع (مطلق)
- SDIS : فاصله ایمنی (بدون علامت وارد کنید)
- DP : عمق نهایی سوراخ (مطلق)
- DPR : عمق نهایی سوراخ (نسبی)
با سیکل CYCLE81 ابزار با سرعت دوران مشخص و پیشروی تعیین شده تا عمق موردنظر را سوراخکاری می کند.
همانطور که شکل بالا نشان می دهد.
- مته به سرعت به نقطه شروع (RFP + SDIS) می رسد.
- با نرخ پیشروی داده شده، عمق نهایی یا عمق سوراخ (DP) تکمیل می شود.
- پس از تکمیل عمق، ابزار به سرعت به صفحه بازگشت (RTP) برمیگردد.
محاسبه عمق سوراخکاری (DP یا DPR) برای CYCLE81
در اینجا یک نکته بسیار مهم وجود دارد، عمق نهایی سوراخ را می توان به دو روش (نسبی و مطلق) مشخص کرد.
- اگر از عمق حفاری نهایی مطلق (DP) استفاده می کنید، این مقدار مطلق از نقطه صفر قطعه کار است.
- اما اگر از عمق صفحه مرجع (DPR) استفاده کنید، عمق نهایی سوراخکاری به صورت زیر محاسبه می شود.
DPR = فاصله از صفحه مرجع (RFP) تا عمق نهایی است.
برای کسب اطلاعات بیشتر در مورد آموزش CNC آشنایی و کاربرد جی کد و ام کدها، آموزش برنامه نویسی سی ان سی ما رو ببنید.
مثال برنامه نویسی سیکل سوراخکاری فرز زیمنس CYCLE81
اول، ابزار در موقعیت XY محل سوراخکاری قرار می گیرد، سپس ابزار به سرعت تا فاصله ایمنی حرکت می کند، سپس شروع به سوراخکاری تا عمق نهایی می کند.
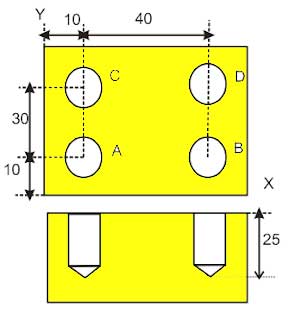
سیکل سوراخکاری در فرز زیمنس Sinumerik CYCLE81
PROENG.MPF N10 G90 G71 G94 F200 N20 T03 D01 M06 N30 S1000 M03 N40 G00 Z10 N50 X10 Y10 N60 CYCLE81 (10,0,5,-25,0) N70 X50 N80 CYCLE81 (10,0,5,-25,0) N90 X10 Y40 N100 CYCLE81 (10,0,5,-25,0) N110 X50 N120 CYCLE81 (10,0,5,-25,0) N130 M30
توضیحات برنامه :
PROENG.MPF: نام برنامه اصلی
N10: سیستم مختصات مطلق ، متریک، تعیین سرعت پیشروی
N20: دستور تغییر ابزار
N30: اسپیندل در جهت عقربه های ساعت، سرعت 1000 دور در دقیقه
N40: فرمان حرکت سریع ابزار به Z10
N50: موقعیت سوراخ اول، که در x10 و y10 است.
N60: فراخوانی سیکل CYCLE81
N70: موقعیت سوراخ دوم، که در x50 و y10 است.
N80: فراخوانی سیکل CYCLE81
N90: موقعیت سوراخ سوم، که در x10 و y40 است.
N100: فراخوانی سیکل CYCLE81
N110: موقعیت سوراخ چهارم، که در x50 و y40 است.
N120: فراخوانی سیکل CYCLE81
N130: پایان برنامه اصلی