

فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
لیست G کد CNC : برای کنترل ماشین های CNC از دستوراتی به نام G کدهای سی ان سی استفاده می کنیم. اگرچه سازندگان مختلف ماشین ابزار ممکن است استفاده خود را برای G کدهای خاص اتخاذ کنند، یک گروه اصلی وجود دارد که در هر ماشین ابزار رایج است. این استانداردها در تراش های CNC، ماشین های فرز، روترها و اخیراً توسط چاپگرهای سه بعدی (به شکل بسیار ابتدایی) استفاده می شود.
امروز قصد داریم به بررسی این گروه و نحوه استفاده از آنها برای کنترل ماشین آلات صنعتی بپردازیم. در ادامه لیست G کد های CNC را داریم:
G00 حرکت سریع
می توان آن را به G0 کوتاه کرد زیرا ماشین های قدیمی رم زیادی نداشتند و هر بیت حساب می شد.
این دستور زمانی استفاده می شود که ابزار برای حرکت سریع قطعه را لمس (ابزار با قطعه درگیر نیست یا براده برداری نمی کند) نمی کند، معمولاً هنگام رفتن به نقطه رفرنس برای تعویض ابزار و بازگشت با ابزار جدید استفاده می شود.
G00 حرکت سریع
برخی از ماشینکاران دوست دارند تا جایی که ممکن است به قطعه نزدیک شوند، اما ما توصیه میکنم حداقل 1 میلیمتر فاصله داشته باشید. دست خود را روی دستگیره سرعت پیشروی نگه دارید و برای اولین بار آهسته وارد قطعه شوید. در این حالت است که اگر ابزار خود را درست تنظیم نکنید، بیشترین آسیب را وارد خواهید کرد.
G00 X-100
در مثال بالا ما ابزار برش را 100 میلی متر به سمت چپ حرکت می دهم.
G00 فرمان سفر سریع در G Code است. زمانی استفاده میشود که تیغ فرز یا ابزار مواد را جدا نمیکند تا زمان لازم برای ماشینکاری قطعه تا حد امکان سریع باشد (زمان ماشینکاری به حداقل برسد). حداکثر سرعت توسط پارامترهای ماشین تنظیم می شود و بنابراین فقط توسط اپراتور با استفاده از یک ولوم، حرکت سریع قابل کنترل است.
هنگام استفاده از یک حرکت سریع، مراقب هر گونه گیره، روبندها و قطعاتی باشید که ممکن است در مسیر شما وجود داشته باشد. اگر مطمئن نیستید، عاقلانه است که ابتدا محور X و Y را حرکت دهید، سپس در یک خط جداگانه، Z را به پایین حرکت دهید. این کار زمان ماشینکاری شما را یک یا دو ثانیه افزایش میدهد اما به جلوگیری از تصادف سه محوره کمک میکند.
G01 درون یابی خطی (حرکت با پیشروی)
هنگام برش در یک خط مستقیم از دستور G01 استفاده می شود. این دستور قبل از اجرا باید یک سرعت پیشروی (F) فعال داشته باشد. یک بلوک معمولی شبیه G01 X-100 F50.0 است. لازم نیست این دستور را در هر خط اضافه کنید، تا زمانی که هیچ حرکت دیگری G-Code فعال نباشد، فقط باید آن را بعد از یک دستور G02، G03 یا G00 اضافه کنید (زیرا G01 پایدار است). به همین ترتیب، سرعت پیشروی (F50) فقط یک بار مورد نیاز است تا زمانی که بخواهید سرعت برش را تغییر دهید.
G00 X101 Z1.0 G01 X100 Z-20 F100 X110 Y-40 G00 Z300
این دستور را می توان با برش تمام محورها به طور همزمان یا فقط یک مورد استفاده کرد. برش با محور Z و همچنین X و Y معمول نیست اما در صورت نیاز امکان پذیر است.
G01 حرکت آهسته با پیشروی
هنگام برنامه نویسی یک پروفیل، استفاده از جبران شعاع ابزار G41 و G42 آسان تر است، پس لازم نیست در هنگام ترسیم مسیرهای ابزار خود، شعاع ابزار را در نظر بگیرید، می توانید به سادگی از ابعاد روی نقشه استفاده کنید و دستگاه شعاع را به میزان مور نیاز برای دستیابی به ابعاد صحیح تغییر می دهد.
برای کسب اطلاعات بیشتر در مورد آموزش CNC آشنایی و کاربرد جی کد و ام کدها، آموزش برنامه نویسی سی ان سی ما رو ببنید.
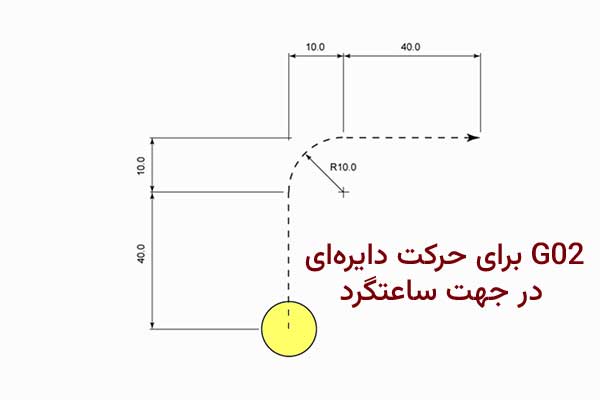
G02 و G03 درون یابی دایره ای
G02 برای ماشینکاری قوس یا شعاع در جهت عقربه های ساعت و G03 برای خلاف جهت عقربه های ساعت استفاده می شود.
با استفاده از یک مقدار R برای تعریف شعاع، دستور G02/G03 ابزار را در یک مسیر با شعاع تعریف شده حرکت می دهد.
G02 و G03 درون یابی دایره ای
اگر نرخ پیشروی از قبل فعال است، نیازی به اضافه کردن آن به این خط نیست، مگر اینکه بخواهید نرخ پیشروی را برای ماشینکاری قوس یا دایره تغییر دهید.
G03 Y50.0 R10.0 F100.0 G01 X50.0
نقطه مرکزی کمان را می توان با استفاده از مقادیر I، J و K نیز تعریف کرد. I (X) J(Y) و K(Z) محور کمکی را تعریف می کند.
با استفاده از نقشه بالا، برنامه نویسی یک قوس با استفاده از مقادیر I و J به شکل زیر است.
G03 Y50.0 I10.0 J40.0 F100.0 G01 X50.0
K به ندرت استفاده می شود، اما در صورت نیاز به قوس با استفاده از محور Z در دسترس است.
G04 مکث
گاهی اوقات ما نیاز داریم که ابزار را برای یک لحظه مکث کنیم، برای این کار یک dwell به کد اضافه می کنیم تا دستگاه از ادامه خواندن برنامه برای مدت زمان مشخصی جلوگیری کند.
موارد استفاده:
در حالی که سوراخکاری با یک مته کف صاف انجام می شود و سطح مته دارای پایانی ناهموار است، می توانیم حرکت مته را در محور Z با چرخش آن، برای نیم ثانیه متوقف کنیم تا سطح تمیز شود.
G01 Z-20.0 F50 G04 X500 G01 Z5.0
چند بلوک ذکر شده در بالا به نظر می رسد که ابزار در حالی که در عمق قطعه است 500 میلی متر حرکت می کند. این نمی شود. مقدار X در «G04 X500» ابزار را مجبور میکند تا قبل از حرکت به بلوک بعدی، 500 میلیثانیه بماند. نیازی به تعیین مجدد سرعت پیشروی پس از دستور توقف نیست، زیرا ماشین هنوز می داند که یک سرع پیشروی قبل از توقف در بلوک G01 تعریف شده است.
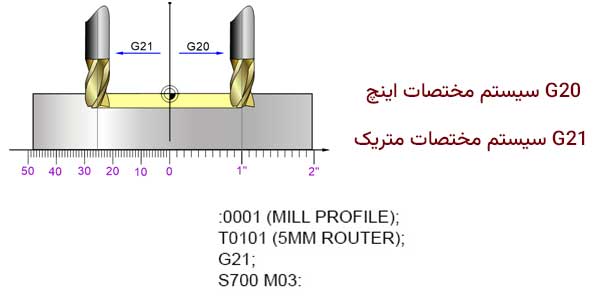
G20 و G21 سیستم های اندازه گیری
سیستم های اینچی و متریک G20 و G21 است. G20 تعریف واحدهای اینچ و G21 واحدهای متریک را تعریف کنید. ماشین های CNC می توانند اندازه گیری ها را در سیستم های اینچی و متریک (اینچ و میلی متر) بخوانند که توسط G20 و G21 تعریف شده است.
G20 و G21 سیستم های اندازه گیری
اگرچه سیستم اندازه گیری فقط یک بار در برنامه نیاز است تعریف شود، تمرین خوبی است که این اطلاعات را پس از هر تغییر ابزار اضافه کنید.
به عنوان مثال، ممکن است بخواهید پس از اندازه گیری، عبور ابزار تکمیلی را تکرار کنید تا مواد بیشتری را پس از اندازه گیری حذف کنید. تعریف مجدد واحد اندازه گیری باعث می شود دستگاه به طور تصادفی در سیستم اشتباه قرار نگیرد و به طور غیر منتظره حرکت نکند.
G90 و G91 مطلق یا افزایشی
- G90 : موقعیت یابی مطلق
- G91 : موقعیت یابی افزایشی
یک سیستم موقعیت یابی باید قبل از انجام هر حرکتی تعریف شود، در زیر توضیحی در مورد هر دو سیستم موقعیت یابی ارائه شده است.
G90 سیستم موقعیت یابی مطلق را انتخاب می کند. در این حالت تمام حرکات اسپیندل از موقعیت مبنا گرفته می شود. به عنوان مثال، اگر X100.0 توسط کنترل خوانده شود، ابزار به 100 میلی متر در جهت مثبت از مبدأ حرکت می کند. اگر X150.0 حرکت موقعیتی بعدی بود، ابزار را 50 میلی متر دیگر در آن جهت حرکت می داد.
G91 سیستم موقعیت یابی افزایشی را انتخاب می کند. هنگامی که G91 فعال است، تمام حرکات اسپیندل از آخرین موقعیت شناخته شده آن گرفته می شود. به عنوان مثال، اگر X100.0 خوانده شود، ابزار 100 میلی متر در جهت مثبت از موقعیتی که ابزار قبلاً در آن قرار دارد حرکت می کند. اگر X150.0 بعد از این حرکت خوانده شود، ابزار 150 میلی متر دیگر در جهت مثبت حرکت می کند.
می توانید اطلاعات بیشتری در مورد موقعیت یابی مطلق و افزایشی بخوانید.
G40 ،G41 و G42 جبران شعاع ابزار
- G40 : جبران شعاع ابزار را لغو می کند
- G41 : جبران برش چپ
- G42 : جبران برش راست
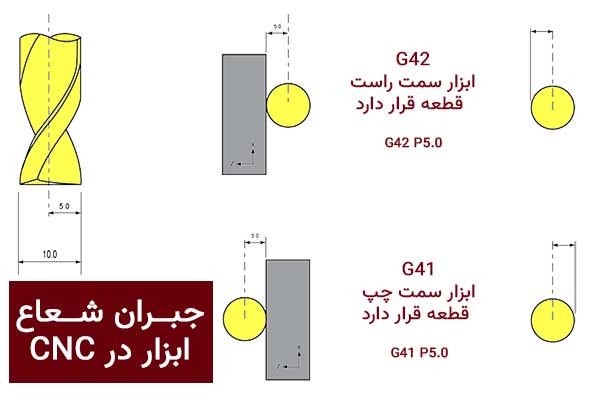
جبران شعاع ابزار در CNC
بدون استفاده از جبران شعاع ابزار هنگام برنامه نویسی، باید قطر ابزار را هنگام نوشتن مسیرهای برش در نظر بگیریم. با استفاده از جبران شعاع ابزار می توانیم به ابعاد نقشه ی قطعه کار برنامه ریزی کنیم.
این برش را با شعاع آن بسته به جهت برش منحرف می کند.
برای اطلاعات بیشتر، این مقاله جبران شعاع ابزار ما را بررسی کنید.
سیکل تراش سی ان سی
- G70 : پایان سیکل
- G71 : سیکل روتراشی
- G72 : سیکل کف تراشی
- G73 : سیکل تکرار الگو
- G74 : سیکل شیار تراشی پیشانی
- G75 : سیکل شیار تراشی (گاه تراشی)
- G76 : سیکل برش رزوه پیچ (سیکل پیچ زنی)
سیکل های تراش CNC به برنامهنویس امکان میدهد تا مطالب زیادی را تنها با چند خط جی کد جایگزین کند و اغلب از یک برنامه فرعی استفاده میکند.
این سیکل های تکراری به ماشین اجازه می دهد تا از مسیرهای ابزار مراقبت کند که باعث تسریع روند برنامه نویسی می شود. برای کسب اطلاعات بیشتر در مورد هر چرخه تکراری سیکل ها، این مقاله برنامه نویسی تراش CNC با سیکل ها را بررسی کنید.
سیکل فرز سی ان سی
- G80 : لغو سیکل
- G81 : سیکل سوراخکاری
- G82 : سیکل سوراخکاری با مکث
- G83 : سیکل سوراخکاری عمیق
- G84 : سیکل قلاویز زنی
- G85 : سیکل بورینگ و برقو
- G86 : سیکل بورینگ کاری
سیکل ها باعث ساده سای g-code نویسی می شود، تا سوراخهای زیادی با حداقل خطوط جی کد ایجاد کنیم. آنها به ما اجازه می دهند تمام اطلاعات را در یک خط ارائه کنیم.
در مورد اینکه سیکل سی ان سی چیست؟ بیشتر بخوانید و اینجا مقاله برنامه نویسی فرز CNC با سیکل ها را مطالعه کنید.
در حالی که این مقاله فقط ابتدایی ترین جی کدها را پوشش می دهد، در زیر لیست کامل تری آورده شده است.
لیست G کد CNC
در زیر لیست کاملی از G کدهای رایج وجود دارد که بیشتر آنها را در مقالات بعدی مورد بحث قرار خواهیم داد.
- G00 : حرکت خطی سریع
- G01 : درونیابی خطی با پیشروی مشخص
- G02 : درونیابی دایره ای در جهت عقربه های ساعت
- G03 : درون یابی دایره ای، خلاف جهت عقربه های ساعت
- G04 : مکث
- G10 : تنظیم افست قابل برنامه ریزی
- G17 : صفحه XY را انتخاب کنید
- G18 : صفحه ZX را انتخاب کنید
- G19 : صفحه ZY را انتخاب کنید
- G20 : واحدهای اینچی
- G21 : واحدهای متریک
- G27 : چک کردن بازگشت نقطه مرجع
- G28 : بازگشت خودکار ابزار به نقطه مرجع
- G29 : انتقال به یک مکان از طریق نقطه مرجع
- G31 : عملکرد پرش
- G32 : عملیات پیچ تراشی روی ماشین تراش
- G33 عملیات پیچ زنی در فرز
- G40 : جبران شعاع ابزار
- G41 : جبران شعاع ابزار چپ
- G42 : جبران شعاع ابزار راست
- G43 : جبران طول ابزار
- G44 : جبران طول ابزار
- G50 : سیستم مختصات (فرز) و حداکثر دور در دقیقه (تراش)
- G52 : تنظیم سیستم مختصات محلی
- G53 : تنظیم سیستم مختصات ماشین
- G54 تا G59 : نقاط صفر قطعه کار
- G70 : پایان سیکل (تراش)
- G70 : پایان سیکل
- G71 : سیکل روتراشی (خشن تراشی)
- G72 : سیکل کف تراشی (خشن تراشی)
- G73 : سیکل تکرار الگو
- G74 : سیکل شیار تراشی پیشانی یا سوراخکاری
- G75 : سیکل شیار تراشی (گاه تراشی)
- G76 : سیکل برش رزوه پیچ (سیکل پیچ زنی)
- G80 : لغو سیکل
- G81 : سیکل سوراخکاری
- G82 : سیکل سوراخکاری با مکث
- G83 : سیکل سوراخکاری عمیق
- G84 : سیکل قلاویز زنی
- G85 : سیکل بورینگ و برقو
- G86 : سیکل بورینگ کاری
- G87 : سیکل سوراخکاری جانبی
- G90 : برنامه نویسی مطلق
- G91 : برنامه نویسی افزایشی
- G92 : انتقال نقطه صفر قطعه کار
- G92 : چرخه برش رزوه پیچ (تراش)
- G94 : پیشروی در دقیقه
- G95 : پیشروی بر دور
- G96 : سرعت برشی ثابت (تراش)
- G97 : سرعت دورانی ثابت (تراش)
- G98 : پیشروی در دقیقه (تراش)
- G99 : پیشروی در هر دور (تراش)





