
بروزرسانیشده در آبان 22, 1401
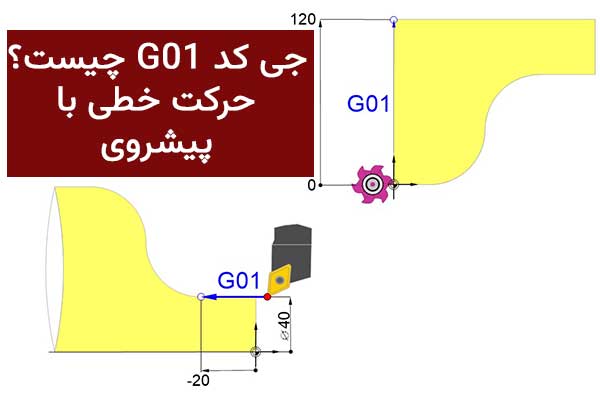
جی کد G01 هنگام برش در یک خط مستقیم از استفاده می شود . این دستور قبل از اجرا باید یک نرخ پیشروی (F) فعال داشته باشد. این جی کد حرکت مستقیم (خطی) را از نقطه ای به نقطه دیگر ارائه می دهد. حرکت می تواند در یک یا چند محور رخ دهد. شما می توانید به یک G01 با 3 محور یا بیشتر فرمان دهید همه محورها حرکت را همزمان شروع و خاتمه می دهند.
G00 برای موقعیت یابی سریع و G01 برای حرکت برش آهسته با پیشروی مشخص کاربرد دارد.
G01 چیست؟
دستور G01 به ماشین دستور می دهد که در یک مسیر مستقیم از موقعیت فعلی خود به موقعیت جدید (مختصات) حرکت کند. حرکت با تغذیه کنترل شده انجام می شود. مختصات جدید می تواند مطلق یا نسبی بسته به حالت ( G90 یا G91 )
مثال:
G01 X12.5 Y14.7 Z5.3 F1.2
- X، Y، Z : مختصات هدف در پایان حرکت.
- F : نرخ پیشروی که در آن ماشین از موقعیت فعلی به موقعیت هدف حرکت می کند.
این جی کد چیکار میکنه:
دستگاه از موقعیت فعلی خود به موقعیت هدف در یک پیشروی کنترل شده حرکت می کند. موقعیت نقطه پایانی بسته به “حالت” برنامه محاسبه می شود:
- حالت مختصات دکارتی یا قطبی ( G15 یا G16 ) : پیش فرض همیشه دکارتی است.
- حالت مختصات مطلق یا نسبی ( G90 یا G91 ) : حالت پیش فرض به کنترلر شما بستگی دارد.
مثال جی کد G01 برای حرکت با پیشروی تعیین شده
در هر 4 مثال، ماشین از مختصات P1 به P2 حرکت می کند. به تفاوت ها توجه کنید!
جی کد G01 حرکت آهسته با پیشروی تعیین شده
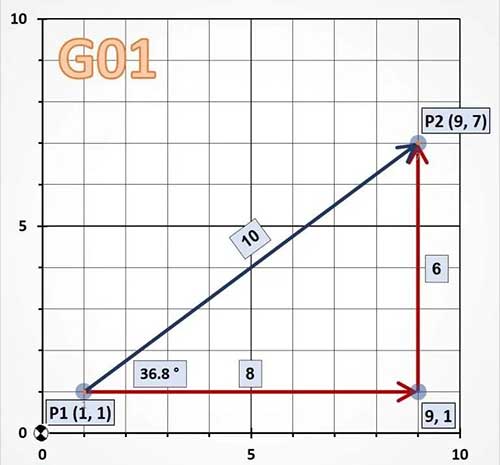
مثال شماره 1 جی کد G01:
به طور مستقیم از P1 به P2 در امتداد خط آبی در حالت مطلق حرکت کنید.
N10 G90 N20 G00 X1.0 Y1.0 N30 G01 X9.0 Y7.0 F0.5
- در خط 1 : تنظیم حالت مطلق
- در خط 2: حرکت سریع دستگاه به موقعیت [P1]
- در خط 3: به طور مستقیم به موقعیت [P2] با پیشروی 0.5 حرکت می کند.
برای کسب اطلاعات بیشتر در مورد آموزش CNC آشنایی و کاربرد جی کد و ام کدها، آموزش برنامه نویسی سی ان سی ما رو ببنید.
مثال شماره 2 جی کد G01:
به طور مستقیم از P1 به P2 در امتداد خط آبی در حالت افزایشی حرکت کنید.
N10 G90 N20 G00 X1.0 Y1.0 N30 G91 N40 G01 X8.0 Y6.0 F0.5
- در خط 1: تنظیم حالت مطلق
- در خط 2: حرکت سریع دستگاه به موقعیت [P1]
- در خط 3: تنظیم حالت افزایشی
- در خط 4: به طور مستقیم به موقعیت [P2] با پیشروی 0.5 حرکت می کند.
مثال شماره 3 جی کد G01:
به طور غیر مستقیم از P1 به P2 در امتداد خطوط قرمز حرکت کنید.
N10 G90 N20 G00 X1.0 Y1.0 N30 G91 N40 G01 X8.0 F0.5 N50 Y6.0
- تنظیم حالت مطلق
- حرکت سریع دستگاه به موقعیت [P1]
- تنظیم حالت افزایشی
- حرکت با به مختصات [9،1] با پیشروی 0.5
- ادامه حرکت از مختصات [9،1] تا [P2]
مهم!
ما می توانیم با اضافه کردن نقاط مختصات به تعداد دلخواه ادامه دهیم. ماشین به حرکت به سمت مختصات بعدی ادامه خواهد داد تا زمانی که با فرمان Modal بعدی مواجه شود.
N10 G01 X9.0 Y7.0 F0.5 N20 Y12.0 (Move to the next point in Y direction (X & Z stay the same) N30 X5.0, Y3.0 (Move to the next point in both X and Y, Z stays the same) N40 Z100.0; (Move to the next point in Z direction, X & Y stay the same)
و غیره…
مثال شماره 4 جی کد G01:
از P1 به P2 در امتداد خط آبی با مختصات قطبی حرکت کنید.
N10 G90 N20 G00 X1.0 Y1.0 N30 G91 N40 G16 N50 G01 X10.0 Y36.8 F0.5
- در خط 4 : تنظیم حالت قطبی
- در خط 5 : از p1 با فاصله 10 با زاویه 36.8 درجه حرکت می کند و به P2 می رسد
نتیجه دقیقاً مانند مثال شماره 1 در بالا است!
X2 = X1 + 10 X COS(36.8) = 9.0
Y2= Y1 + 10 X SIN(36.8) = 7.0
رایج ترین استفاده از مختصات قطبی هنگام ایجاد ویژگی های متقارن در امتداد یک سوراخ است، مانند دایره سوراخ پیچ در فلانچ ها.
جمع بندی
G00: در یک خط مستقیم با حداکثر سرعت از نقطه فعلی تا نقطه مقصد حرکت می کند.
G01: در یک خط مستقیم با سرعت برنامه ریزی شده از نقطه فعلی تا نقطه مقصد پیشروی می کند.





