

فهرست مطالب:
بروزرسانیشده در خرداد 16, 1402
هنگام برنامه نویسی ماشین های CNC، باید از تفاوت بین جی کد G90 و G91 آگاه باشیم همچنین به عنوان برنامه نویسی مطلق (G90) یا افزایشی (G91) شناخته می شود.
این G-Code به دستگاه کنترل میکند که چگونه اندازهها را بخواند. در زیر به نحوه عملکرد هر یک نگاهی می اندازیم.
در ادامه با هم سیستم مختصات مطلق G90 و سیستم مختصات افزایشی G91 رو با هم بررسی و تمرین می کنیم.
میدونی تفاوت جی کد G90 و G91 چیه؟ تو سیکل ها از کدومش استفاده میشه؟
سیستم مختصات مطلق G90
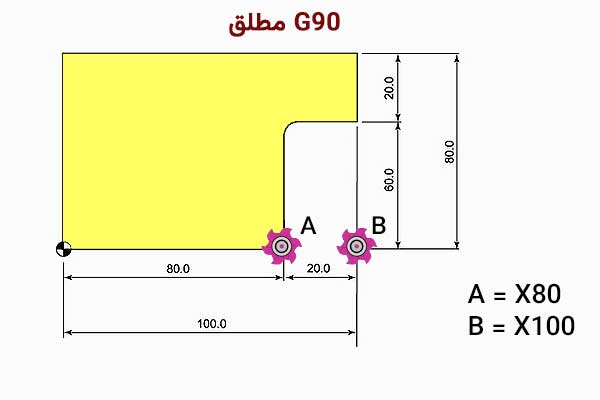
جی کد (G Code) G90 برای تعریف سیستم موقعیت یابی مطلق استفاده می شود. هنگامی که G90 فعال است، دستگاه تمام ابعاد و حرکات را از موقعیت مبدأ قطعه کار میخواند.
سیستم مختصات مطلق G90
اگر قرار بود فرمان حرکتی مانند G00 X100 Y100 صادر کنیم. سپس ماشین 100 میلی متر در جهت مثبت از مبدأ در هر دو محور X و Y حرکت می کند.
اگر قرار بود G00 X0 Y0 را وارد کنیم ما اسپیندل/ابزار را به موقعیت مبنا منتقل می کنیم.
هر دستور حرکتی که میدهیم، ابزار را در رابطه با موقعیت مبنا که قبلاً تنظیم کردهایم حرکت میدهد.
با توجه به نقشه بالا برای انتقال ابزار برش به موقعیت A از نقطه شروع در گوشه سمت چپ پایین قطعه، بعد X را 80+ می دهیم. برای ادامه حرکت به موقعیت B، بعد X را 100+ می دهیم.
بنابراین در حالت مطلق، هر بُعد از مبدأ گرفته می شود.
سیستم مختصات افزایشی G91
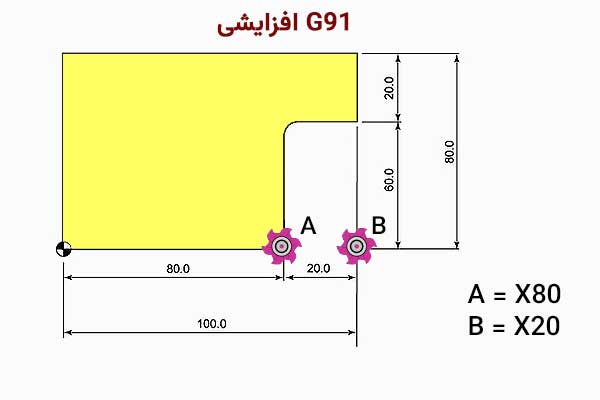
هنگام کار با موقعیتیابی افزایشی G91، به ابزار دستور میدهیم که از موقعیت فعلی خود حرکت کند و نه از موقعیت مبنا. (تمام اندازه ها از موقعیت فعلی ابزار محاسبه می شود.)
سیستم مختصات افزایشی G91
شکل بالا نشان می دهد که برای حرکت به موقعیت A از مبدأ، فاصله 80 میلی متری را می دهیم، همان مطلق. برای حرکت از موقعیت A به موقعیت B باید به محور X دستور دهیم که 20 میلی متر در جهت مثبت حرکت کند.
این به این دلیل است که ما فاصله را از موقعیت ابزار و نه موقعیت مبنا را می دهیم.
میتوانیم آن را بهعنوان مبدا یا مبدأ در حال انتقال به مرکز ابزار پس از هر حرکت در نظر بگیریم.
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
برنامه نویسی سی ان سی با G90 مختصات مطلق
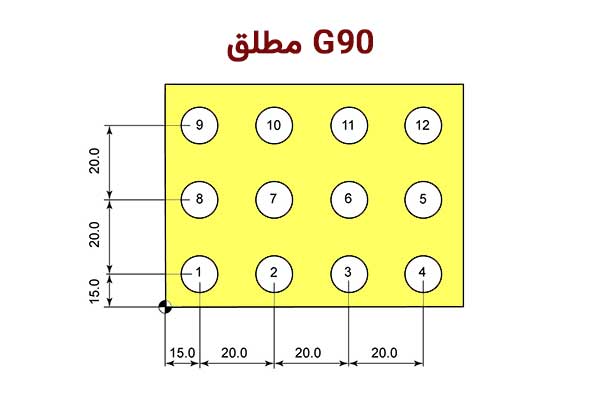
بیایید نگاهی بیندازیم که چگونه موقعیت های سوراخ ها را در این نقشه برنامه ریزی می کنیم.
برنامه نویسی CNC با G90 (تفاوت جی کد G90 و G91)
نحوه چیدمان ابعاد هر آنچه را که باید بدانیم برای اینکه بتوانیم با استفاده از سیستم مطلق برنامه ریزی کنیم به ما می دهد. همه چیز از مبدا (نقطه صفر قطعه کار) می گیرد، درست مانند روشی که ما با استفاده از G90 برنامه ریزی می کنیم.
توجه: این برنامه به سادگی با استفاده از سیستم G90 مطلق به هر موقعیتی که روی نقشه مشخص شده است حرکت می کند. این برنامه سوراخ ها را سوراخکاری نمی کند!
O0002 (G90 EXAMPLE) N2 T0202 (15MM DRILL) G90 G21 S600 M03 G00 X15 Y15 (POSITION 1) X35 (POSITION 2) X55 (POSITION 3) X75 (POSITION 4) Y35 (POSITION 5) X55 (POSITION 6) X35 (POSITION 7) X15 (POSITION 8) Y55 (POSITION 9) X35 (POSITION 10) X55 (POSITION 11) X75 (POSITION 12) G00 Z50 G28 X0 Y0 M05 M00
هر دستور حرکت X و Y ابعاد را از موقعیت مبنا یعنی در پایین سمت چپ قطعه می گیرد. (محاسبه می کند)
برنامه نویسی سی ان سی با G91 مختصات افزایشی
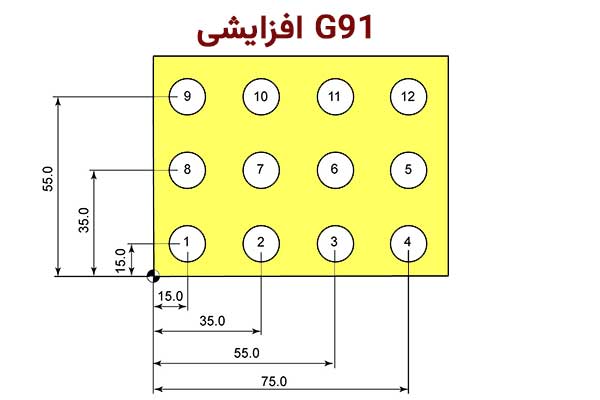
حالا با G91 همان برنامه قبلی را با استفاده از سیستم افزایشی (زنجیره ای) می نویسیم.
برنامه نویسی CNC با G91 (تفاوت جی کد G90 و G91)
نقشه در اینجا ابعاد را با استفاده از افزایشی نشان می دهد. همه ابعاد از موقعیت فعلی ابزار گرفته شده است و نه از نقطه مبنا.
O0003 (G91 EXAMPLE) N2 T0202 (15MM DRILL) G90 G21 (MOVING TO POSITION 1 IN ABSOLUTE) S600 M03 G00 X15 Y15 (POSITION 1) G91 (INCREMENTAL MODE) X20 (POSITION 2) X20 (POSITION 3) X20 (POSITION 4) Y20 (POSITION 5) X-20 (POSITION 6) X-20 (POSITION 7) X-20 (POSITION 8) Y20 (POSITION 9) X20 (POSITION 10) X20 (POSITION 11) X20 (POSITION 12) G90 (ABSOLUTE MODE) G00 Z50 G28 X0 Y0 M05 M00
ما از G90 (سیستم مطلق)، برای انتقال ابزار برش به موقعیت اول استفاده کردیم زیرا موقعیت اسپیندل در حال حاضر مشخص نیست، هنگامی که ابزار در اولین سوراخ قرار گرفت، G91 برای حرکات فعال می شود.
سیکل های سوراخکاری و جی کد G90 و G91
ما نمی توانیم بدون ذکر سیکل های سوراخکاری در مورد سیستم مختصات افزایشی (زنجیره ای یا نسبی) صحبت کنیم.
بسیاری از سیکل ها مانند سیکل سوراخکاری G81 به طور خودکار هنگام فعال شدن در اکثر ماشین ها از افزایشی استفاده می کنند (اما نه همه آنها، دفترچه راهنمای CNC خود را بررسی کنید). لازم نیست با وارد کردن دستور G91 این را بیان کنیم. در زیر نمونه ای از همین برنامه اما این بار با استفاده از سیکل G81 آورده شده است.
O0004 (G91 EXAMPLE) N2 T0202 (15MM DRILL) G90 G21 S600 M03 G00 G81 X15 Y15 Z-10 (POSITION 1, DRILLING CYCLE ACTIVE) X20 (POSITION 2) X20 (POSITION 3) X20 (POSITION 4) Y20 (POSITION 5) X-20 (POSITION 6) X-20 (POSITION 7) X-20 (POSITION 8) Y20 (POSITION 9) X20 (POSITION 10) X20 (POSITION 11) X20 (POSITION 12) G00 Z50 G28 X0 Y0 M05 M00
در خط سوم، سیستم مطلق را با G90 انتخاب می کنیم و به موقعیت سوراخ اول می رویم. ما به سوراخکاری تمام سوراخ ها با استفاده از مختصات افزایشی ادامه می دهیم، اما نیازی به انتخاب G91 نداریم زیرا بخشی از سیکل G81 است.
ایمنی
هنگام جابهجایی بین G90 و G91 در برنامههای خود باید مراقب باشید که برنامه از ابتدا اجرا نشود. یک عادت خوب برای به حداقل رساندن اشتباهات این است که قبل از هر گونه فرمان حرکتی در هر بخش از G-Code پس از تغییر ابزار، G90 یا G91 را ثبت کنید.





