

فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
G28 بازگشت به نقطه صفر ماشین (بازگشت به موقعیت مرجع) است. یادتون باشه، موقعیت مرجع ماشین گاهی اوقات موقعیت صفر نامیده میشه. بریم جزئیات بیشتری از جی کد G28 باهم یاد بگیریم.
G28 G-Code چیست؟
G-Code G28 برای بازگرداندن ابزار به موقعیت صفر از طریق یک نقطه مرجع با سرعت بالا استفاده می شود. یک مثال از این جی کد چیزی شبیه به این خواهد بود:
G28 G91 X0 Y0 Z0
اگر فقط G28 رو بدون هیچ محوری بنویسیم یا محورها رو با صفر بنویسیم (مثال بالا)؛ تمام محورها در یک حرکت سریع خطی به موقعیت اصلی رفرنس باز می گرداند.
کد G28 که برگشت ابزار به نقطه مرجع است را می توان برای برگرداندن یک محور یا چند محور استفاده کرد. بلوک G28 G91 Z0 محور Z را به موقعیت مرجع خود برمی گرداند در حالی که G28 G91 X0 Y0 Z0 هر 3 محور X، Y و Z را برمی گرداند. اگر مقداری را به یک یا چند محور مانند مثال زیر این اضافه کنیم:
G28 G91 X0 Y0 Z20
دستگاه قبل از رفتن به موقعیت مرجع، 20 میلیمتر در راستای Z به بالا حرکت می کند. همانطور که در تصویر پایین نشان داده شده است، میتوانیم از این کار برای جلوگیری از موانع در داخل دستگاه هنگام انتقال ابزار به موقعیت مرجع اصلی استفاده کنیم. (جلوگیری از برخورد ابزار به قطعه کار)
G28 G-Code چیست؟
بیایید به این بلوک از جی کد نگاه کنیم
G28 G91 X100 Y50 Z20
در این مثال، ابزار ابتدا به X100 Y50 و Z20 می رود و سپس به موقعیت اصلی یا رفرنس می رود.
مثال کاربردی G28 در CNC
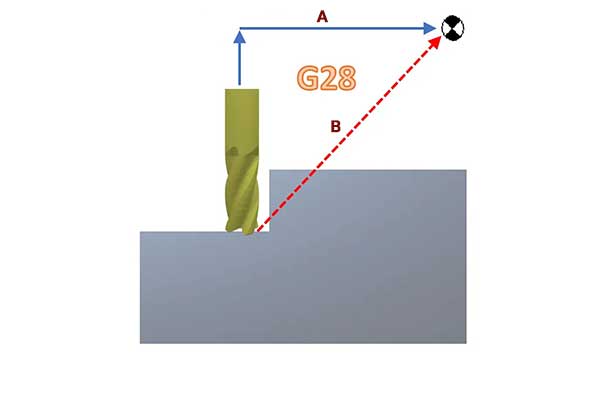
مجداد به شکل بالا و مسیر حرکت جی کدها نگاه کنید.
- مثال شماره 1: G91 G28 X0 Y0 Z0 مستقیماً به نقطه مبنا در امتداد خط چین قرمز حرکت کنید. در این مثال و بسیاری از موقعیتهای واقعی، این باعث برخورد و خسارت میشود .
- مثال شماره 2: G91 G28 Z200 از طریق یک نقطه میانی در امتداد خطوط آبی، با خیال راحت به نقطه مبدأ حرکت کنید.
- مثال شماره 3: G28 تمام محورهای دستگاه را به موقعیت صفر منتقل کنید.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی سی ان سی ما رو ببنید.
نکته مهم در جی کد G28
ماشینهای سی ان سی به دستور G91 در خط G28 نیاز دارند. G91 دستگاه را به موقعیت یابی افزایشی اگر این کد حذف شود، ماشین ابتدا به موقعیت صفر قطعه که توسط شما در دستگاه تعریف شده است، حرکت می کند. به عبارت دیگر، قبل از بازگشت به نقطه مرجع، ابزار برشکاری به قطعه برخورد میکند.
برای جلوگیری از خرابی و برخورد ابزار با قطعه کار باید مراقب باشید، مانند همیشه، هنگام اجرای یک بلوک کد جدید، از تک بلوک (single block) با پیشروی کم استفاده کنید و همچنین از حرکت سریع استفاده نکنید، سپس سرعت ابزار را با کنترل override کنترل کنید تا مطمئن شوید همه چیز در حال حرکت در جهت مورد انتظار است.
توجه به مانیتور کنترلر برای ‘distance to go’ که به شما می گوید که در آن بلوک کد، چقدر از مسیر حرکت باقی مانده است.
با در نظر گرفتن این موضوعات، ابتدا حرکت محور Z ایمن تر است.
بسته به نسخه کنترل FANUC، می توانیم با استفاده از U، V و W نیز برنامه ریزی کنیم. این روش دیگری برای نوشتن حرکات افزایشی است و معمولاً در تراش CNC استفاده می شود.
نمونه ای از این کد G28 W0 است. اجرای این خط ابزار را به موقعیت مرجع Z0 برمی گرداند.
یک روش جایگزین برای برگشت به نقطه مرجع
همچنین راه دیگری برای بازگشت به نقطه مرجع وجود دارد، با استفاده از G53
یک بلوک برنامه برای بازگشت مرجع G53 ، به شکل زیر است:
G53 Z0
جی کد (G-code) G53 دادههای دستگاه را میخواند. این کد به طور موقت افست مختصات کاری را لغو می کند و از سیستم مختصات ماشین استفاده می کند. این کد همچنین افست ابزار را نادیده می گیرد. در سیستم مختصات ماشین، نقطه صفر برای هر محور، موقعیتی است که وقتی یک بازگشت به نقطه مرجع انجام می شود، ماشین در آنجا قرار می گیرد. G53 برای بلوکی که در آن فرمان داده شده است به این سیستم باز می گردد. (استفاده ایمن از G53 را رعایت کنید)
خط کد بالا به ماشین می گوید که از داده ماشین استفاده کند، چیزی که نمی توانیم بدون وارد شدن به پارامترها آن را تغییر دهیم (توصیه نمی شود). برای اطلاعات بیشتر در مورد استفاده از G53 مقاله اینجا را مطالعه کنید.
جی کد G28.1
استفاده از دستور جی کد (g-code) G28.1 همه محورها را به موقعیت اصلی ارجاع می دهد.
مانند دکمه رفرنس ‘Reference all’ در برخی از کنترلهای CNC عمل میکند.
مانند تمام توصیه های مربوط به دستگاه CNC، خوب است که دفترچه راهنمای دستگاه را بررسی کنید تا ببینید دستگاه شما چگونه دستور G28 را انجام می دهد.
به عنوان مثال، کد G28.1 بالا اغلب در کنترلرهای MACH 3 استفاده می شود و استفاده از U، V و W به عنوان حرکات افزایشی بیشتر در ماشین های تراش CNC کاربرد دارد.






2 دیدگاه
اطلاعات تان بسیار کار بردی و آموزنده است با تشکر از شما ولطف گرانبهایتان
درود و سپاس