
فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
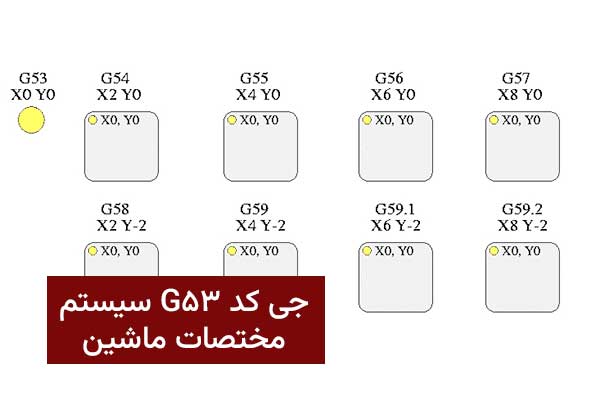
سیستم مختصات ماشین جی کد G53 از مختصات اندازه گیری شده از صفر ماشین به عنوان ورودی استفاده می کند – همیشه!
سیستم کنترل Fanuc سیستم مختصات دیگری را ارائه می دهد که معمولاً استفاده نمی شود. شاید بتوان آن را سیستم مختصات سوم گفت. انتخاب این سیستم مختصات منحصراً با مختصات ماشین و دستور مقدماتی G53 است.
در ابتدا، مزایای استفاده از این سیستم مختصات منحصر به فرد ممکن است چندان آشکار نباشد. قبل از نتیجه گیری سریع، قوانین مربوط به سیستم مختصات ماشین را ارزیابی کنیم، شاید در برخی از برنامه ها از این کد G53 استفاده بشه.
مزایای جی کد G53:
- فرمان G53 فقط در بلوکی که در آن مشخص شده است مؤثر است.
- مختصات برنامه ریزی شده همیشه نسبت به موقعیت صفر ماشین هستند.
- G53 فقط در حالت مطلق (G90) استفاده می شود.
- سیستم مختصات کار فعلی (افست کار) با دستور G53 لغو نمی شود.
- تغییر شعاع ابزار برش همیشه باید قبل از دستور G53 لغو شود
انتخاب مختصات ماشین غیرمدال G53
می دانید که G90 حالت مطلق را مشخص می کند. هر مختصاتی که بعد از G90 مشخص شود از نقطه صفر برنامه (صفر قطعه کار) به عنوان مبدأ حرکت استفاده می کند. این رایج ترین روش تعیین مختصات در برنامه شما است.
همانطور که می دانید G91 حالت افزایشی را مشخص می کند. هر مختصاتی که بعد از G91 مشخص شود از موقعیت فعلی دستگاه به عنوان مبدأ حرکت استفاده می کند. این گاهی اوقات می تواند مفید باشد، اما بیشتر برنامه نویسان دوست دارند منحصراً در حالت مطلق برنامه ریزی کنند.
مواقعی وجود دارد که هیچ یک از این دو حالت موقعیت یابی مناسب نیستند. به عنوان مثال، هر زمانی که می خواهید حرکتی نسبت به موقعیت برگشت به نقطه صفر (مرجع) ماشین انجام دهید، در نظر بگیرید. انجام این کار در حالت مطلق مستلزم دانستن مقادیر تخصیص صفر برنامه (مقادیر افست فیکسچر در فرز یا مقادیر افست هندسی در ماشین تراش) است.
فانوک Fanuc دستور G53 را دقیقا به همین دلیل ارائه کرده است. G53 یک جی کد است. و باید بدانید که به طور خودکار حالت سریع را برای هر حرکتی که با G53 انجام می شود فراخوانی می کند (اما توجه داشته باشید که پس از دستور G53، دستگاه به آخرین حالت حرکت خود باز می گردد). در اینجا چند برنامه کاربردی برای G53 آورده شده است.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی سی ان سی ما رو ببنید.
راه دیگری برای بازگشت به نقطه صفر ماشین
می دانید که G28 دستور بازگشت به نقطه مرجع است. در حالی که اکثر برنامه نویسان از G28 استفاده می کنند تا دستگاه را به موقعیت صفر ماشین خود برسانند (احتمالاً به این دلیل که ماشین های قدیمی G53 ندارند و چراغ های مبدا محور روشن نمی شوند)، G53 را می توان برای همین منظور استفاده کرد. دستور مرکز ماشینکاری:
G53 X0 Y0 Z0 ماشین را مستقیماً به موقعیت بازگشت صفر خود در هر سه محور می رساند.
توجه داشته باشید که مختصات (X0، Y0 و Z0) از موقعیت بازگشت صفر ماشین به عنوان مبدا استفاده می کنند. در حالی که این ممکن است برای انجام یک بازگشت صفر ساده منطقی باشد، باید بدانید که در اکثر ماشینها، موقعیت بازگشت صفر بسیار نزدیک به حد بیش از سفر در هر محور قرار میگیرد.
این بدان معنی است که بیشتر مختصاتی که در محدوده کورس ماشین قرار دارند، زمانی منفی خواهند بود که از دستگاه مختصات ماشین مشخص شوند (با موقعیت بازگشت به نقطه مرجع به عنوان نقطه مبدا).
G53 در مراکز ماشینکاری CNC
هنگامی که با مراکز ماشینکاری عمودی استفاده می شود، تعویض کننده های پالت دستی اغلب نیاز دارند که محورهای X و یا Y به درستی تراز شوند تا تغییر پالت رخ دهد. و باز هم، مشخص کردن مختصات X و Y مورد نیاز برای تغییر پالت در حالت مطلق بسیار دشوار خواهد بود (و از برنامه ای به برنامه دیگر تغییر می کنند).
اما این موقعیت ها در سیستم مختصات ماشین سازگار هستند. مثلاً، محور X باید در مرکز قرار گیرد تا تغییر پالت رخ دهد. اگر طول محور X 700 میلیمتر باشد، دستور
G53 X-700
بدون در نظر گرفتن موقعیت فعلی دستگاه در حالت مطلق، دستگاه را به موقعیت تغییر پالت در محور X خود سریع می رساند.





