
بروزرسانیشده در تیر 28, 1402
سیکل G84 قلاویز : ماشینکاری رزوه ها برای سوراخ های از پیش سوراخ شده در یک قطعه استفاده می شود. این جی کد معمولاً برای رزوه زدن استفاده می شود. این یک عملیات قلاویززنی است که از یک ابزار قلاویز کاری با گام مشخص که در کولت مخصوص و هولدر فرز نصب شده و استفاده میشود.
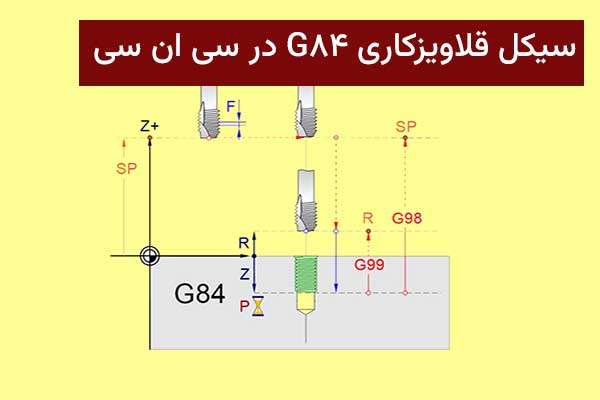
این سیکل را برای زدن مسیر رزوه تراشی استفاده میکنیم، در انتهای کار جهت دوران اسپیندل را برعکس می کنیم تا براده های تراشیده شده جدا شوند و سپس با پیشروی مشخص ابزار قلاویز ما به بالای قطعه کار بر میگردد.

قلاویز کاری در CNC
در کنترلرهای مختلف ممکنه کدها متفاوت باشه ما سعی میکنیم همه را بررسی کنیم. این سیکل ها در کنترلر های سی ان سی Fanuc, Haas, Mazak کاربرد دارد.
سیکل قلاویزکاری صلب G84
سیکل قلاویزکاری G84
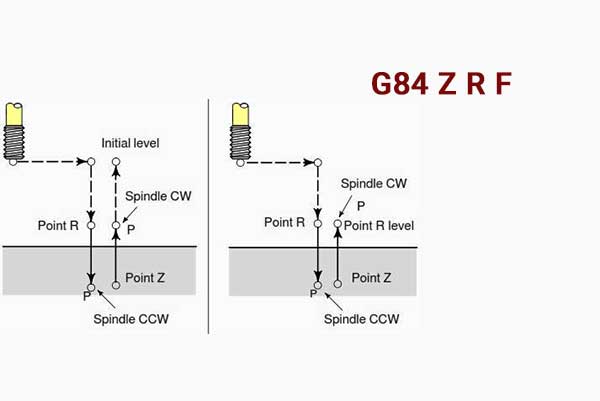
G84 Z R F
- Z = عمق سوراخ
- R = سطح R
- F = گام رزوه
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببنید.
مثال:
G84 Z-12 R1 F0.8 X50 X50 Y40 G80
این سیکل G84 قلاویزکاری در کوتاه ترین شکل آن است. حداقل مقدار اطلاعات مورد نیاز برای رزوه زنی در یک سوراخ از پیش حفر شده روی فرز CNC است. [1]https://en.wikipedia.org/wiki/Canned_cycle
یک عمق Z نهایی قلاویز باید در طول گام پیچ داده شود.
اگر مقدار R حذف شود، دستگاه به آخرین عمق Z تعریف شده در برنامه باز می گردد.
افزودن یک مقدار R توصیه میشود، زیرا این کار با عدم بازگشت به سطح ایمن، عملیات قلاویززنی را سرعت میبخشد؛ اگر به موقعیت نزدیکتر به سطح ماده باز گردد یعنی همون سطح R در زمان صرفه جویی می شود.
باید مراقب بود که هیچ گیره بندی یا روبندی در بین سوراخ ها وجود نداشته باشد. اگر گیرهها یا روبند ها در مسیر ابزار قرار دارند، میتوان از دستور G98 و G99 برای تغییر استفاده کرد. ارتفاع مقدار بازگشتی به فاصله سریع ایمن در سوراخ های انتخاب شده. این به ما کنترل کامل، بازگشت برای جلوگیری از موانع رادر ارتفاع Z می دهد.
سیکل G84
سیکل G84
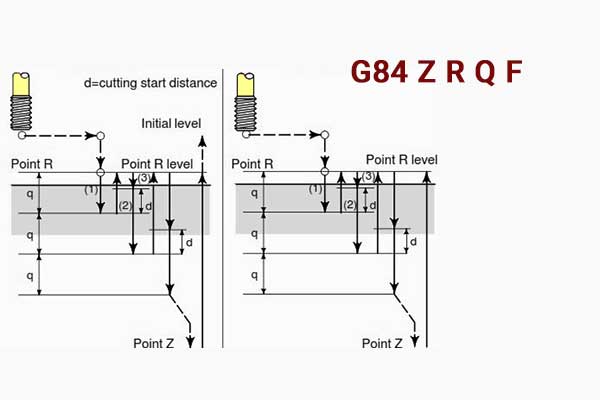
G84 Z R Q F
- Z = عمق سوراخ
- R = سطح R
- Q = عمق برش در هر مرحله
- F = گام رزوه
مثال با سیکل G84:
G84 Z-12.0 R1.0 Q3.0 F0.8 X50.0 X50.0 Y40.0 G80
از سیکل G84 می توان برای عمق برش در هر مرحله نیز استفاده کرد.
این روش در چند مرحله قلاویز زنی را انجام می دهد و اغلب برای قلاویزکاری سوراخ های عمیق یا زمانی که نیاز به تخلیه براده داریم، استفاده می شود.
مقدار Q فاصله قبل از معکوس کردن اسپیندل و بازگشت به موقعیت R در هنگام رزوه زنی را مشخص می کند. سپس کنترل هر مرحله به مقدار Q رزوه را می تراشد تا عمق کامل رزوه همانطور که توسط Z تعریف شده به دست آید.
مثال سیکل قلاویزکاری G84
سیکل قلاویز G84
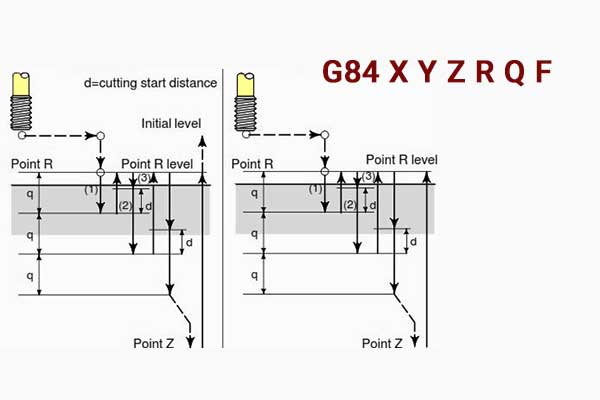
G84 X Y Z R Q F
- X = مختصات سوراخ (اختیاری)
- Y = مختصات سوراخ (اختیاری)
- Z = عمق سوراخ
- R = سطح R
- Q = عمق برش در هر مرحله (اختیاری)
- F = گام رزوه
نمونه کامل برنامه با سیکل G84:
N5 T0505 (M5 TAP) M06 G90 G95 G54 G21 G17 G80 S300 G00 X20.0 Y20.0 Z15.0 M08 G84 Z-12.0 R5.0 Q3.0 F0.8 X50.0 X50.0 Y40.0 G80 G00 Z50.0 M09 G53 X0.0 Y0.0 Z0.0 M01
برنامه بالا نمونه ای از سیکل قلاویززنی کامل در یک ماشین فرز CNC است. ما با فراخوانی ابزار شروع می کنیم دستگاه فرز CNC با استفاده از کلمه T05 و به دنبال آن استفاده از آفست 05، M06 دستور تعویض ابزار را انجام می دهد.
آنچه در خط بعدی نوشته شده است خط ایمنی ما است که تضمین میکند دستورات مورد نیاز ماشین قبل از اجرای سیکل قلاویززنی فعال هستند. (به این بلوک Startup block یا Safe block گفته می شود.)
سرعت اسپیندل تنظیم می شود و به سرعت به موقعیت اولین سوراخ می رسیم. این مرحله اختیاری است زیرا در صورت نیاز میتوانیم این موقعیت را در خط G84 بنویسیم. ارتفاع Z کار ایمن تعریف شده و مایع خنک کننده با M08 روشن می شود.
خط G84 عمق Z را تنظیم می کند، این می تواند در هر سوراخ با افزودن یک مقدار Z بر روی بلوک های موقعیتی تغییر کند.
R یک سطح نزدیک قطعه کار است.
اگر بخواهیم در چند مرحله رزوه را بتراشیم، Q عمق برش هر مرحله را مشخص می کند و در نهایت، F گام رزوه است، ما رزوه M5 را می تراشیم، بنابراین گام 0.8 میلی متر در هر دور است.
ابعاد X و Y حرکتهای موقعیتی افزایشی هستند که محل سوراخهایی را که قرار است روی آن قلاویزکاری بشود.
G80 سیکل را لغو می کند و سپس به فاصله ایمن در Z بالای قطعه حرکت می کنیم و مایع خنک کننده را با M09 خاموش می کنیم.
G53 صفر ماشین را انتخاب می کنیم و اسپیندل را به سرعت به این موقعیت می برد. ما با یک دستور توقف اختیاری پایان می دهیم که به اپراتور این امکان را می دهد که در صورت نیاز، رزوه ها را با یک شابلون پیچ سنج بررسی کند.
منابع






2 دیدگاه
سلام
در سیکل قلاویزکاری چرا با دور از ام سه و ام چهار استفاده نکردید در مثال برنامتون؟
چپ گرد یا راست گرد بودن قلاویز در دور شروع مهم هست درسته؟
و این که در پایان انتهای زد قلاویز خود کنترلر متوجه میشه که دور برعکس کنه بیاد سطح شروع کار درسته؟
درود،
فلسفه ی استفاده از سیکل ها همین موردی هست که شما فرمودید.
به علت اینکه سیکل ها برنامه ای از پیش ساخته شده برای عملیات ثابت و تکراری (برای همین استفاده نکردیم)
بله مهمه هستش و هر کدوم سیکل مربوط به خودشون رو دارن
بله خود کنترلر تشخیص میده
تمای این موارد در دوره برنامه نویسی CNC آموزش داده شده اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببنید.