

فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
سیکل های فرز CNC : سیکل ها هنگام برنامهریزی فرزهای CNC برای به حداقل رساندن مقدار کدی که باید نوشته شود استفاده میشود و به ما کنترل بیشتری بر روی اشکال و عملیات پیچیده میدهد. سیستم کنترل عملیات را درک می کند و چرخه سیکل را به دنبال دستوراتی که توسط برنامه نویس CNC داده می شود تا زمانی که ویژگی کامل شود انجام می دهد.
G81 سیکل سوراخکاری
G81 X... Y... Z... R.... F
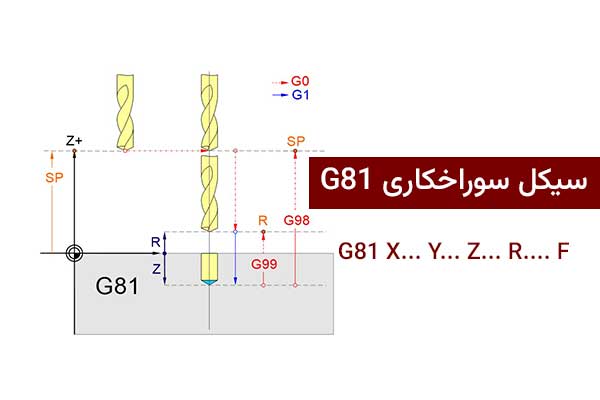
G81 سیکل سوراخکاری در cnc
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح R
- F : پیشروی
مثال:
G81 Z-12.0 R1.0 F50.0 X50.0 X50.0 Y40.0 G80
این سیکل برای سوراخکاری یک سری از سوراخ ها استفاده می شود، زمانی که سوراخکاری با مکث یا عمیق مورد نیاز نیست. این ابتدایی ترین سیکل سوراخکاری است که در دستگاه فرز CNC استفاده می شود.
ابعاد X و Y اختیاری هستند اگر در این خط حذف شوند، ماشین انتظار دارد که اسپیندل در این خط باشد. موقعیت اولین سوراخ
G82 سیکل سوراخکاری با مکث
G82 X... Y... Z... R... P... F
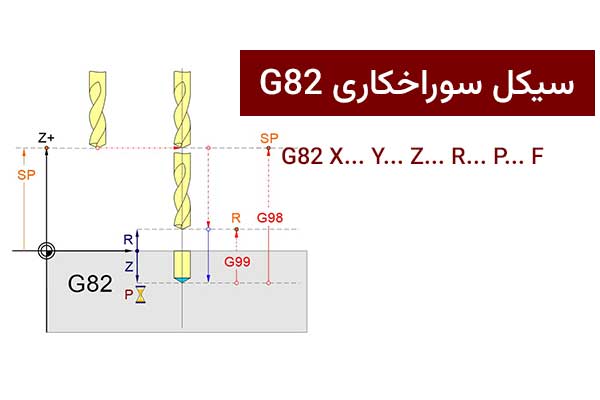
G82 سیکل سوراخکاری با مکث در cnc
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح R
- P : زمان ماندن در پایین سوراخ
- F : نرخ پیشروی
مثال:
G82 Z-12.0 R1.0 P500 F50.0 X50.0 X50.0 Y40.0 G80
سیکل سوراخکاری G82 زمانی استفاده می شود که در پایان هر حرکت Z به یک مکث نیاز باشد. معمولاً برتی سوراخ های ته بسته، این جی کد استفاده می شود تا ته سوراخ صاف شود.
کلمه “P” زمان مکث را مشخص می کند و این در میلی ثانیه نوشته می شود. بنابراین P500، نیم ثانیه زمان مکث است.
این قسمتی از آموزش برنامه نویسی سی ان سی ما بود اگر دوست دارید بیشتر بدونید، دوره برنامه نویسی CNC ما رو ببنید.
G83 سیکل سوراخکاری عمیق
G83 X... Y... Z... R... P... Q... F
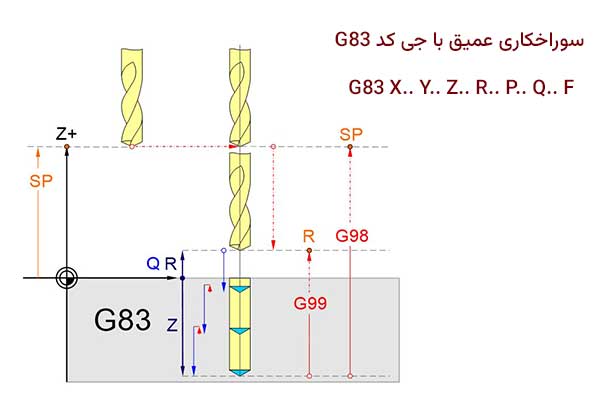
سوراخکاری عمیق با جی کد G83
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح R
- P : زمان ماندن در پایین سوراخ
- Q : عمق هر برش
- F : پیشروی
مثال:
G83 Z-12.0 R1.0 P1000 Q3.0 F50.0 X50.0 X50.0 Y40.0 G80
سیکل سوراخکاری G83 امکان تولید سوراخ ها عمیق را فراهم می کند. یک سوراخ در حال حفاری مقدار تنظیم شده ی عمق هر برش با مقدار Q است و سپس قبل از ادامه سوراخکاری به موقعیت سطح R بر میگردد تا به عمق کاملی که با استفاده از مقدار Z تنظیم شده است برسد.
این زمانی استفاده میشود که عمق سوراخ به اندازهای باشد که باعث ایجاد براده ی زیاد در اطراف سوراخ شود، زیرا این سیکل باعث میشود که تراشه ها کنده شود.
مقدار R فاصله از مبدأ در Z تا نوک مته است. زمانی که مبدأ بر روی سطح تنظیم شود، مقدار R، فاصله از سطح قطعه تا نوک مته خواهد بود.
G84 سیکل قلاویز زنی
G84 X... Y... Z... R... Q... F
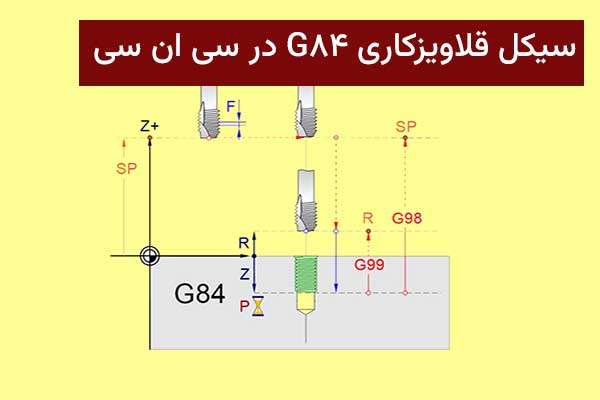
سیکل G84 قلاویز در سی ان سی
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح
- Q : عمق برای افزایش در هر مرحله (اختیاری)
- F : گام پیچ
مثال:
G84 Z-12.0 R5.0 F0.8 X50.0 X50.0 Y40.0 G80
سیکل قلاویز زنی G84 برای تولید رزوه ها در سوراخ ها بدون استفاده از عمق برش در هر مرحله، استفاده می شود.
با افزودن یک مقدار Q میتوانیم این سیکل قلاویز زنی را همراه با عمق برش در هر محله تبدیل کنیم. عمق برش در هر مرحله را با مقدار Q قبل از خروج از سوراخ به ابعاد تعریف شده توسط R مشخص شده است. سپس مقدار Q را ادامه دهید تا عمق کامل (Z) به دست آمده است.
برای اطلاعات بیشتر مقاله سیکل قلاویز زنی G84 را بررسی کنید.
G85 سیکل برقو
G85 X... Y... Z... R... F
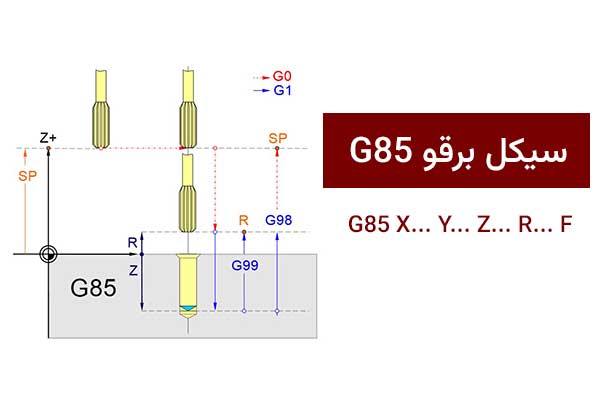
G85 سیکل برقو در CNC
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح R
- F : پیشروی
مثال:
G85 Z-8.0 R1.0 F30.0 X50.0 X50.0 Z-5.0 Y40.0 Z-6.0 G80
سیکل برقو G85 بعد از برقوکاری سطح سوراخ آهسته به سطح قطعه بازمیگردد.
G86 سیکل بورینگ
G86 X... Y... Z... R... F
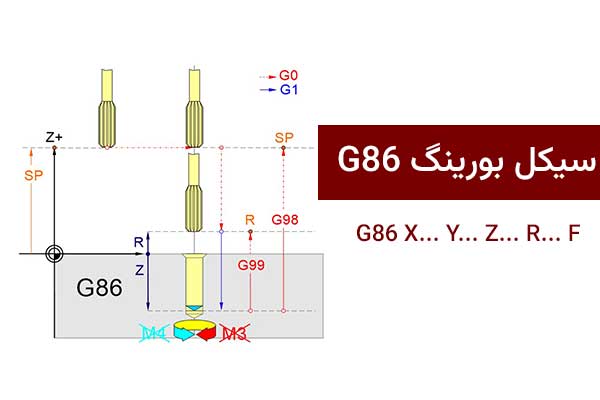
G86 سیکل برقو در CNC
- X : مختصات سوراخ (اختیاری)
- Y : مختصات سوراخ (اختیاری)
- Z : عمق سوراخ
- R : سطح R
- F : پیشروی
مثال:
G86 Z-8.0 R1.0 F30.0 X50.0 X50.0 Y40.0 G80
سیکل بورینگ G86 با سیکل برقو G85 متفاوت است؛ زیرا سوراخ را پرداخت می کند و قبل از اینکه به سرعت به مقدار R برسد، سپس اسپیندل را متوقف می کند. در حالی که سیکل G85 وارد سوراخ می شود و سپس خارج می شود.
در این مقاله سیکل های فرز CNC رو با هم مرور کردیم. مقاله سیکل سی ان سی چیست؟ را برای اطلاعات بیشتر مطالعه کنید.





