فهرست مطالب:
بروزرسانیشده در شهریور 7, 1402
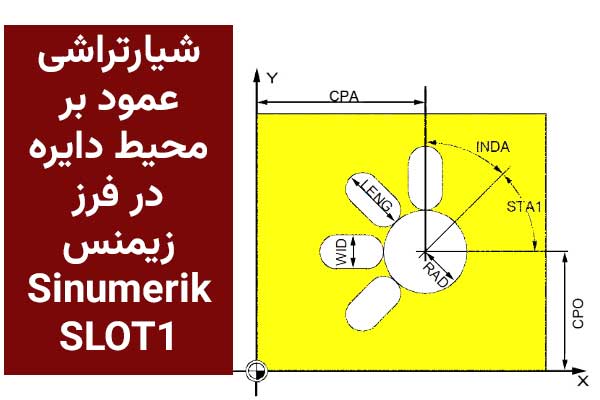
سیکل سوراخکاری جانبی G87 برای تراش CNC یک فرآیند مهم در دنیای تراش CNC است. این سیکل به صورت جانب به ابزار فرز اجازه میدهد تا در یک جهت عمودی بر روی قطعه کار حرکت کند و سوراخهای جانبی را براده برداری کند. از این سیکل برای ایجاد سوراخهای کناری برای قطعات مختلف استفاده میشود.
استفاده از G87 سیکل سوراخکاری جانبی برای تراش CNC باعث افزایش دقت و کیفیت سوراخها، کاهش زمان تولید و افزایش بهرهوری در عملیات تراش میشود. به طور کلی، G87 سیکل سوراخکاری جانبی برای تراش CNC یک ابزار قدرتمند است که به تولیدکنندگان امکان میدهد در فرایند تراش با سرعت و کارایی بیشتری پیش روند.
G87 سیکل سوراخکاری جانبی برای تراش CNC فانوک Fanuc Oi
سیکل سوراخکاری در جهت X : سیکل G87 برای سوراخکاری روی قطر در سمت جانبی با استفاده از ابزارهای زنده استفاده می شود.
سیکل Fanuc G87 روی FANUC Oi و کنترلهای cnc سازگار کار میکند.
فرمت برنامه نویسی:
G87 X... H... K... Q... P... K... F
پارامتر:
- X : عمق سوراخکاری نهایی (ابعاد مطلق بر حسب میلی متر)
- H : فاصله بین دو سوراخ بر حسب درجه
- K : تعداد سوراخ ها
- Q : عمق برش (میکرون).
- P : زمان (ها) ماندن در پایین سوراخ. (مکث)
- F : پیشروی (mm/min)
مثال:
N5 G28 U0 T505 M5 M45 G28 H0 G97 S1500 M3 G0 G80 G98 X50 Z-20 G87 X30 H90 K4 Q2000 M17 F100 G80 M5 M44 G0 X150. Z150. M9 M1
M17 یعنی ترمز روشن است، این اختیاری است (ترمز به طور خودکار قبل از ایندکس شدن در سیکل فعال می شود).

G87 سیکل سوراخکاری جانبی برای تراش CNC فانوک
G87 سیکل سوراخکاری جانبی برای تراش CNC فانوک Fanuc 21i/18i/16i
سیکل سوراخکاری شعاعی Fanuc G87 :سیکل G87 ، سوراخکاری جانبی را با ابزارهای رانده فعال می کند.
این سیکل سوراخکاری جانبیG87 فانوک روی FANUC SERIES 21i/18i/16i–TA و برخی کنترلهای cnc سازگار کار میکند.
فرمت برنامه نویسی:
G87 X... F... Q... P... R
پارامتر:
- X : عمق سوراخکاری نهایی (ابعاد مطلق بر حسب میلی متر)
- R : فاصله افزایشی از نقطه شروع سیکل تا نقطه شروع سوراخ (سطح R در برنامه نویسی CNC)
- Q : عمق برش (میکرون).
- P : زمان (ها) ماندن در پایین سوراخ. (مکث در هزارم ثانیه)
- F : پیشروی (mm/min)
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
توالی ماشینکاری
با سیکل سوراخکاری شعاعی G87 فانوک، سوراخکاری چند مرحله ای انجام می دهد، بعد از پیشروی به مقدار عمق برش تعریف شده، ابزار با سرعت سریع به سطح R باز میگردد.
کنسل کردن G87
برای لغو سیکل سوراخکاری جانبی G87 از G80 یا هر تابع G از گروه 01، یعنی G00، G01، G02، یا G03 استفاده کنید.
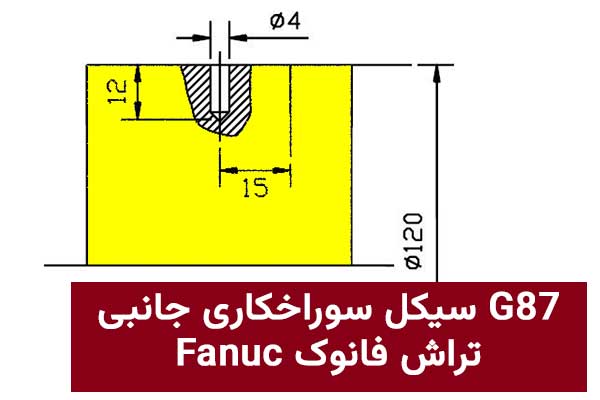
مثال سیکل سوراخکاری جانبی Fanuc G87
این سیکل برای سوراخ کردن 3 سوراخ با فاصله 120 درجه نوشته شده است.
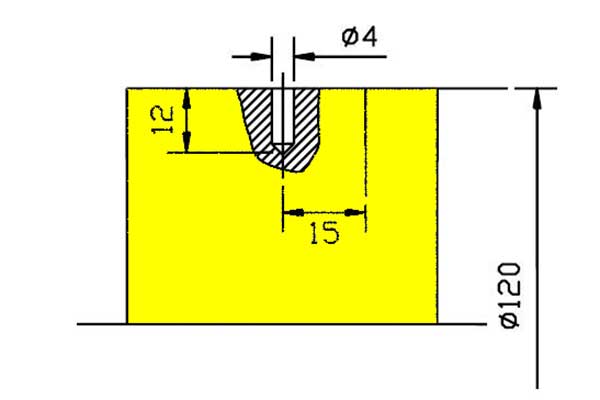
مثال سیکل سوراخکاری جانبی Fanuc G87
مثال 3 سوراخ با فاصله 120 درجه
O0021 G21 G10 P0 X0 Z-100 N8 G28 U0 T808 (RADIAL 4MM DIA DRILL) M5 M45 G28 H0 G97 S3500 M3 G0 G80 G98 X122.Z-15 G87 X96.Q3000 M90 F350 C120.Q1000 M17 C240.Q1000 M17 G80 M5 M44 G0 X150.Z150.M9 M1