

بروزرسانیشده در مرداد 19, 1402
در برنامه نویسی ماشین CNC، جی کد G34 یک دستور استاندارد نیست. از G34 برای رزوه تراشی یا یک پروفیل تراشی با گام متغیر استفاده می شود که در برخی از کنترلر های فانوک امکان استفاده هست. اصطلاح زوه با گام متغییر به این معنی است که گام ثابت نیست، بلکه به تدریج در امتداد محور تغییر می کند.
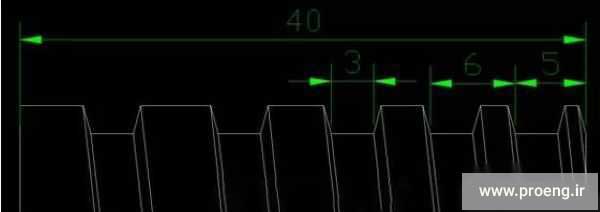
تصویر یک رزوه با گام متغیر با عرض تراشیده شده ی ثابت (قلم پروفیل تراشی = عرض شیار) را نشان می دهد. گام اولیه این رزوه 5 میلی متر است و در هر دور اسپیندل گام به میزان 1 میلی متر افزایش می یابد. عرض شیار 3 میلی متر، قطر اصلی 50 میلی متر، قطر پای دنده 46 میلی متر، طول رزوه 40 میلی متر و زاویه پروفیل 30 درجه است. عرض ابزار 3 میلی متر.
پیچ زنی با گام متغییر G34
پیچ زنی با گام متغییر G34 در فانوک (fanuc)
فرمت شماره 1 : پیچ زنی با گام متغییر در CNC:
G34 X(U) Z(W) F K
- نکته : (مقدار افزایشی گام یک دور اسپیندل) است.
فرمت شماره 2 : فرمت برخی از سیستم ها پیچ زنی با گام متغییر
G34 X(U) Z(W) F R
- نکته : (مقدار افزایشی گام یک دور اسپیندل) است.
تعیین یک مقدار افزایش یا کاهش برای گام در هر چرخش پروفیل پیچ، امکان اجرای رزوهبندی متغیر رزوه یا مسیر فرم تراشی را میدهد.
- X(U) : نقطه
- Z(W) : نقطه پایان
- F : گام در نقطه شروع در جهت محور طولی
- R یا K : افزایش یا کاهش گام در هر دور چرخش

پیچ با گام متغییر در تراش cnc فانوک
نکته : اگر پارامتر Q در برخی دستگاهها پشتیبانی شود مقدار تغییر زاویه شروع برش رزوه است.
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
مثال پیچ زنی با گام متغییر G34 در CNC
G34 Z-72.0 F8.0 K0.3
- نقطه پایان : در Z-72
- گام در نقطه شروع: 8.0 میلی متر
- افزایش گام: 0.3 میلی متر بر دور
برای مطالعه بیشتر سیکل پیچ تراشی و رزوه زنی در CNC مقاله ما را ببنید. و پیچ تراشی G32 در دستگاه تراش CNC را در اینجا مطالعه کنید.





