فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
جبران شعاع ابزار در CNC چیست؟ در CNC باید قطر ابزار را در نظر بگیریم یا اینکه اندازه ی قطعه تراشیده شده به مقدار شعاع آن ابزار کمتر می شود. استفاده از جبران شعاع ابزار G41 و G42 به دستگاه امکان می دهد تا این را محاسبه کند تا بتوانیم ابعاد نقشه را مطابق با قطعه کار نهایی برنامه ریزی کنیم.
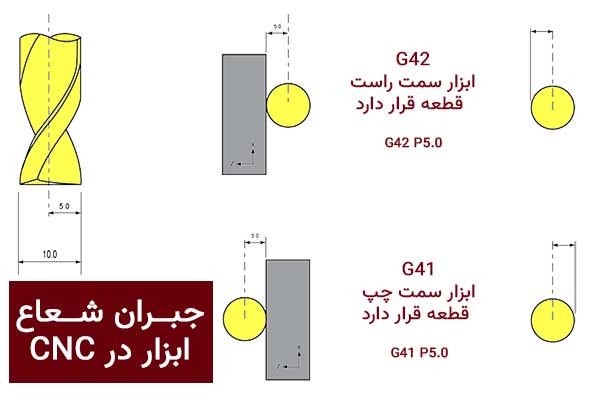
آفست کردن ابزار به چپ یا راست
ما می توانیم از دو G-Code مختلف برای اعمال جبران شعاع برش، بسته به جهت برش استفاده کنیم.
- G41 : جبران شعاع ابزار از سمت چپ
- G42 : جبران شعاع ابزار از سمت راست
در یک دستگاه CNC، معمولاً توصیه می شود از فرزکاری همراه یا فشاری براده برداری کنیم، این باید هنگام نوشتن برنامه های ما و تصمیم گیری در مورد اعمال جبران شعاع ابزار در نظر گرفته شود.
هنگامی که می خواهیم جبران شعاع ابزار را لغو کنیم، از G40 برای خاموش کردن آن استفاده می شود. یک تمرین خوب این است که هر بخش از برنامه را با G40 پایان دهیم، بنابراین اگر برای اجرای مجدد ابزاری نیاز به بازگشت به عقب داشته باشیم، G41 یا G42 را اعمال نخواهیم کرد مگر اینکه پس از تغییر ابزار فراخوانی شود.
روش های مختلف برای جبران شعاع ابزار
سه روش مختلف برای اعمال جبران شعاع ابزار وجود دارد.

روش های جبران شعاع ابزار G41 و G42
G42 P5.0
با استفاده از مقدار P، میتوانیم به دستگاه بگوییم که میخواهیم ابزار را با مقدار مشخصی، در این مورد، 5 میلیمتر جبران شعاع کنیم.
این تکنیک معمولاً در روترهای رومیزی و ماشین های کوچک CNC بدون میز ابزار داخلی استفاده می شود.
G42 X5.0
روش دیگری که می توانیم این را بنویسیم با استفاده از یک مقدار X است که به همین معنی است.
G42
در ماشینهایی که دارای یک میز ابزار داخلی در سیستم کنترل خود هستند، معمولاً با استفاده از یک فرمان ساده G42 (یا G41) جبران شعاع ابزار را مشاهده میکنیم.
ماشینهای صنعتی بزرگتر معمولاً از این سبک برای تعریف شعاع ابزار استفاده میکنند، زیرا اطلاعات ابزار در طول راهاندازی دستگاه وارد جدول ابزار میشود. در طول خط فراخوانی ابزار برنامه ما، دستگاه تمام اطلاعات ابزار را به حافظه خود ذخیره می کند و از G42 یا G41 استفاده می شود تا به دستگاه اطلاع دهد که مایلیم از جبران شعاع ابزار استفاده کنیم. هیچ اطلاعات دیگری مورد نیاز نیست.
این قسمتی از آموزش برنامه نویسی سی ان سی ما بود اگر دوست دارید بیشتر بدونید، دوره برنامه نویسی CNC ما رو ببنید.
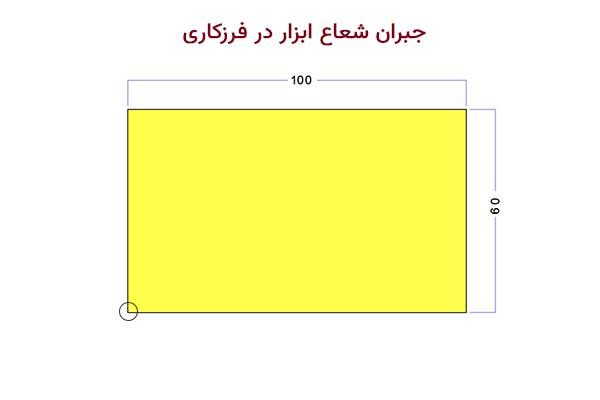
یک مثال برای جبران شعاع ابزار در فرز سی ان سی
بیایید نگاهی به دستور G41 از این برنامه قسمت بیندازیم.
مثال برای جبران شعاع ابزار G41 و G42
T0101 (10 mm ENDMILL) M06 G21 G90 S800 M03 G41 P5.0 G00 X0.0 Y0.0 Z-10 G01 Y60.0 F100.0 X100.0 Y0.0 X0.0 G00 Z50.0 X200.0 Y200.0
در این مورد، تیغ فرز انگشتی پرداختکاری 10 میلی متری شروع می کنیم. سپس با دستور M06 تغییر ابزار را انجام می دهیم و اسپیندل را روشن می کنیم (M03) در 800 RPM. همچنین با استفاده از G21 و G90 دستگاه را روی سیستم های مطلق و متریک قرار دادیم.
قبل از اینکه ابزار را جابجا کنیم، جبران شعاع ابزار G41 را اعمال می کنیم و به دستگاه می گوییم که 5 میلی متر آن را با مقدار P جبران می کنیم. (5 میلی متر شعاع ابزار است)
ما این قسمت را با شروع از موقعیت مبنا در گوشه پایین سمت چپ و حرکت تا موقعیت Y60.0 ماشینکاری می کنیم. بنابراین فرز نهایی باید به سمت چپ قطعه افست شود، بنابراین از G41 و استفاده می شود نه G42 .
بقیه برنامه حرکات ابعادی برای برش شکل قطعه است.
جبران شعاع نوک ابزار (تراش) CNC
وقتی در مورد جبران شعاع ابزار در ماشین تراش سی ان سی یا مراکز ماشینکاری صحبت می کنیم، از آن به عنوان جبران شعاع نوک ابزار یاد می کنیم.
هنگام تراشکاری، کنترلر ماشین تراش باید شعاع کوچک روی نوک ابزار را هنگام اعمال مسیرهای ابزار ما محاسبه کند تا اطمینان حاصل شود که همان اندازه را که برنامه ریزی کرده ایم برش می دهیم.
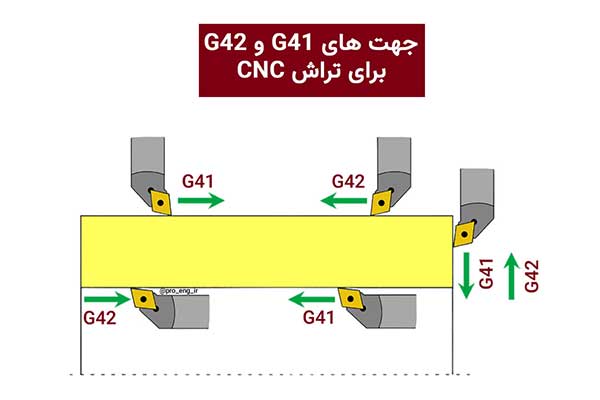
جبران شعاع ابزار در تراش cnc
جهتی که ابزار برش می دهد تعیین می کند که آیا از G41 یا G42 برای جهت صحیح استفاده کنیم تا شعاع ابزار جبران شود. این نمودار جهت صحیح را هنگام اعمال جبران شعاع نوک ابزار بر روی ماشین تراش نشان می دهد.
هنگام تنظیم اطلاعات ابزار در جدول ابزار کنترل های ماشین، اندازه شعاع و جهت ابزار را اضافه می کنیم. این دستگاه را قادر میسازد تا هنگام خواندن G41 یا G42 در برنامه ما، جهت صحیح را برای افست ابزار انتخاب کند.
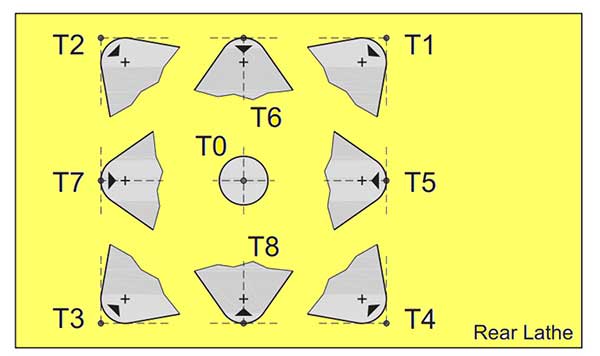
استاندارد ابزار تراش CNC برای جبران نوک یا شعاع ابزار
شکل بالا نشان می دهد که ما از چه استاندارد ابزاری استفاده می کنیم. به عنوان مثال، یک ابزار خشن تراش خارجی روی 3 و یک ابزار داخل تراش روی 2 تنظیم می شود. این به این صورت است که برجک ابزار بالای اسپیندل قرار دارد، اگر برجک پایین باشد، برعکس می شود.
برای یک ابزار چپ تراش خارجی، اگر برجک بالای اسپیندل در موقعیت تغییر ابزار قرار دارد، عدد 4 را انتخاب میکنیم یا اگر طرح برجک پایین باشد، عدد 1 را انتخاب میکنیم.