
بروزرسانیشده در مرداد 9, 1402
جی کد و سیکل G71 ما را قادر می سازد تا مواد را به سرعت بر روی یک دستگاه تراش CNC براده برداری کنیم و همچنین مسیر برش را به عنوان یک برنامه فرعی می نویسیم که می تواند در طول سیکل مجدد استفاده شود (منظور در زمان استفاده از G70 است).
سیکل خشن تراشی G71
قبل از اینکه به یک برنامه نمونه از سیکل روتراشی G71 نگاهی بیندازیم، بیایید نگاهی به جی کدها و پارامترهای خط G71 و کارهایی که هر قسمت انجام می دهد بیاندازیم. در زیر توضیح مختصری از نحوه کنترل این چرخه ارائه شده است.
G71 U(1)... R G71 P... Q... U(2)... W... F
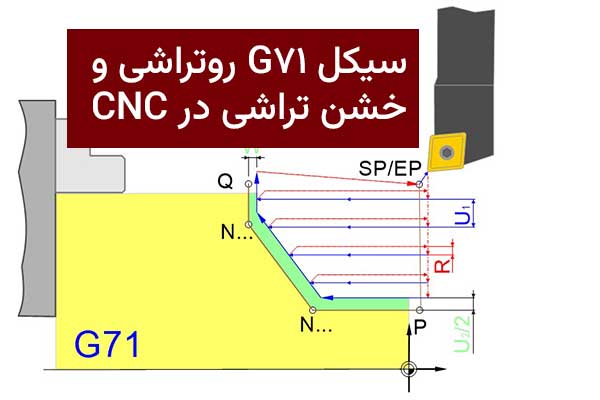
- G71 : سیکل روتراشی (خشن تراشی)
- U(1) : عمق برش
- R : سطح R
- P : خط اول زیر برنامه
- Q : آخرین خط زیربرنامه
- U(2) : بار پرداخت باقی مانده در X
- W : مقدار بار باقی مانده برای پرداخت در Z
- F : سرعت پیشروی
جی کد (G-Code) G71 به کنترل ها اجازه می دهد بدانند که ما می خواهیم از یک سیکل خشن تراشی استفاده کنیم و اطلاعات زیر در مورد آن اعمال می شود.
U در خط اول کد، عمق برش هر پاس خشن است. R به این اشاره دارد که ابزار در هنگام بازگشت سریع به شروع سیکل چقدر از روی کار در راستای X بلند شود.
مقادیر P و Q به ترتیب نقطه شروع و پایان زیربرنامه ما را مشخص می کنند. این مقادیر می توانند هر مقدار 3 رقمی باشند تا زمانی که با اعداد ‘N’ زیربرنامه مطابقت داشته باشد. توضیح این موضوع با مثال ساده تر است.
N100 زیربرنامه مسیر براده برداری N200
در مثال بالا، P100 و Q200 را داریم ، بنابراین آنها با اعداد ‘N’ مطابقت دارند. (یعنی زیر برنامه بین خطوط 100 و 200 قرار دارد)
U در خط دوم G71 مقداری را که میخواهیم برای یک پاس پایانی در X باقی بگذاریم، را به دستگاه میگوید در حالی که W مقدار پاس پایانی در Z است.
در نهایت F نرخ پیشروی ما است.
این قسمتی از آموزش برنامه نویسی سی ان سی ما بود اگر دوست دارید بیشتر بدونید، دوره برنامه نویسی CNC ما رو ببنید.
نمونه برنامه G71
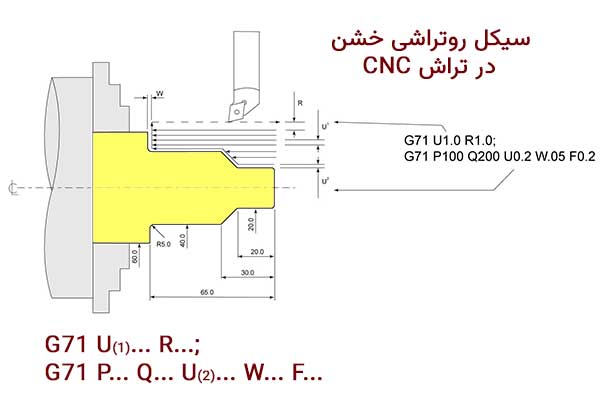
سیکل G71 روتراشی
G71 U1.0 R1.0 G71 P100 Q200 U0.2 W.05 F0.2 N100 G00 X19.0 G01 G42 Z0.0 F0.2 X20.0 Z-0.5 Z-20.0 X40.0 Z-30.0 Z-65.0، R5.0 X60.0 N200 G40 X70.0 Z5.0 F200
G71 U1.0 R1.0
این خط اول به ما می گوید که ما برش های 1.0 میلی متری (U) انجام می دهیم و ابزار بعد از هر برش (R) 1.0 میلی متر به عقب بر میگردد.
G71 P100 Q200 U0.2 W.05 F0.2
ما ابتدای مسیر زیربرنامه (پروفیل براده برداری) را بیان می کنیم که می خواهیم ابزار خشن ما از آن پیروی کند، P100 به کنترل ها می گوید: به دنبال N100 بگردید و از آن نقطه شروع به خواندن کنید. Q200 به دستگاه می گوید که خواندن زیربرنامه را هنگام خواندن N200 متوقف کند.
N100 G00 X19.0
N خط اول زیربرنامه را تعریف می کند، کد زیر مسیری است که می خواهیم برش دهیم. G00 X19.0 ابزار را به موقعیت شروع حرکت می دهد تا پخ 45 درجه در جلوی قطعه را ماشین کاری کند. (موقعیت Z قبلاً در برنامه در نقطه قبلی داده شده است)
G01 G42 Z0.0 F0.2
G01 حرکت خطی با پیشروی مشخصی را انتخاب می کند، G42 جبران شعاع نوک ابزار را روشن می کند، Z ابزار را به جلوی قطعه حرکت می دهد (ما فرض می کنیم که مبدأ یا نقطه صفر در پیشانی یا جلوی کار است) و در نهایت، یک پیشروی تعیین میکنیم. (نرخ 0.2 میلی متر در هر دور)
X20.0 Z-0.5 Z-20.0 X40.0 Z-30.0 Z-65.0، R5.0 X60.0
این بلوکهای G-Code شکل نمایهای را که میخواهیم برش دهیم به دستگاه میگویند. (مسیر یا پروفیل برشکاری را مشخص می کنیم)
N200 G40 X70.0 Z5.0 F200
بلوک را با دادن عدد “N” که برای تعیین نقطه پایانی زیربرنامه انتخاب کرده ایم، به پایان می رسانیم. G40 جبران شعاع نوک ابزار ما را خاموش میکند، Z5.0 ابزار ما را به فاصله 5 میلیمتری از قسمت جلویی قطعهمان دور میکند، به طوری که برای زمانی که به سرعت به سمت نقطه رفرنس حرکت میکنیم برخوردی نداشته باشیم. این خط را می توان با استفاده از حرکت سریع G00 نیز برنامه ریزی کرد.
سیکل پرداختکاری G70، فراخوانی زیربرنامه
از آنجایی که ما در طول نوشتن سیکل روتراشی خشن خود از یک زیربرنامه استفاده کردیم، نوشتن پاس پایان یا پرداختکاری بسیار ساده است.
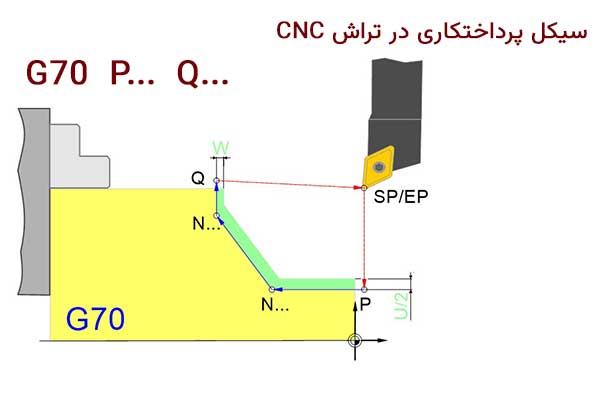
سیکل پرداختکاری G70
G70 P100 Q200
به همین راحتی است.
این خط کد به ماشین می گوید که ما می خواهیم از یک سیکل پرداختکاری (G70) استفاده کنیم و ابزار باید از آن پیروی کند. مسیر زیر برنامه که بین N100 و N200 در برنامه ما نوشته شده است. در مقاله ای جدا به این موضوع خواهیم پرداخت.





