
فهرست مطالب:
بروزرسانیشده در اردیبهشت 20, 1403
کدهای G331 و G332 در دنیای CNC به عنوان دستورهای قلاویزکاری استفاده میشوند. این دستورات به تشخیص محورهای چرخشی CNC برای انجام عملیات قلاویزکاری با سرعت و جهت مشخص اطلاعات میدهند.
G331 به ماشین CNC میگوید که محورهای چرخشی را باید به یک موقعیت خاص و با سرعت مشخص حرکت دهد. این دستور معمولا برای قلاویزکاری با سرعت ثابت استفاده میشود. G332 همچنین برای قلاویزکاری استفاده میشود، اما به دستگاه CNC میگوید که باید به موقعیت مشخصی حرکت کند و در آن موقعیت چرخش کند تا قلاویز از قطعه خارج شود.
این دستورات بسته به نوع دستگاه CNC و کاربردهای خاص، ممکن است تفاوتهایی داشته باشند. مهم است که قبل از استفاده از این جی کدها، دستورات مربوط به دستگاه CNC خود را بررسی کنید و از صحت و انطباق آن با عملیات موردنظر خود اطمینان حاصل کنید.
قلاویزکاری صلب در CNC
قلاویزکاری صلب (Rigid Tapping) در CNC به معنای استفاده از یک قلاویز (tap) برای ایجاد رزوهها (threads) در یک سوراخ با دقت بالا و به صورتی که چرخش اسپیندل و حرکت افقی قلاویز پایدار و هماهنگ باشند. این فرایند باعث سرعت بالا و دقت بیشتر در قلاویزکاری میشود، زیرا پیشروی باید با سرعت اسپیندل همگام باشد تا رزوههای درست و دقیقی تولید شوند.
اکثر ماشینآلات CNC اکنون قابلیت قلاویزکاری صلب (Rigid Tapping) را به عنوان یک ویژگی استاندارد ارائه میدهند. در حین قلاویز زدن صلب، چرخش اسپیندل و پیشروی دستگاه با یک گام رزوه هماهنگ می شوند، تا قلاویز به داخل و خارج از سوراخ هدایت شود.

قلاویزکای در دستگاه فرز CNC
قلاویز کاری صلب در زیمنس Sinumerik 810/840D
قلاویز کاری صلب بر روی کنترلر زیمنس Sinumerik 840/810 با با کدهای G331 و G332 انجام می شود.
- قلاویزکاری با کد G331 جهت داخل رفتن قلاویز
- G332 اسپیندل به طور خودکار جهت چرخش را تغییر می دهد. جهت بیرون آوردن قلاویز
SPOS G331 S G331 X... Y... Z... I... J... K
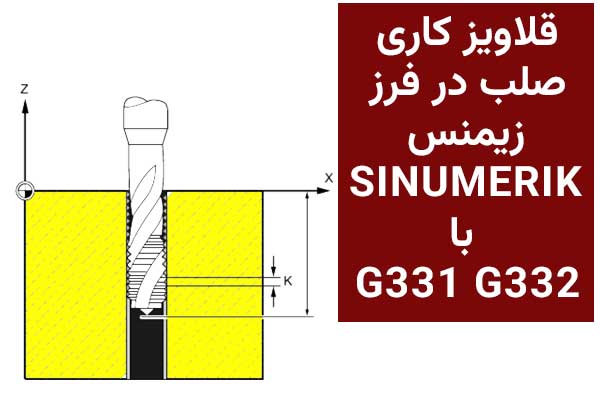
- K : گام
- علامت مثبت K (به عنوان مثال: K4) برای رزوه راستگرد استفاده می شود،
- علامت منفی K (به عنوان مثال: K-4) برای رزوه چپگرد استفاده می شود.
- داخل رفتن قلاویز با G331
X، Y، Z : نقطه پایان قلاویزکاری
I, J, K: گام رزوه . عدد مثبت (مانند K4) رزوه راستگرد، عدد منفی (مثلا K-4) رزوه چپگرد. - بیرون آوردن قلاویز با G332
اسپیندل به طور خودکار جهت چرخش را تغییر می دهد
X، Y، Z : نقطه برگشت قلاویز.
I, J, K: گام رزوه. عدد مثبت (مانند K4) رزوه راستگرد، عدد منفی (مثلا K-4) رزوه چپگرد.
برنامه نویسی قلاویز کاری با G331 و G332
. . . N50 G331 Z-50 K2 S500 N60 G332 Z5 K2 . . .
نکته: برای این کار، اسپیندل باید به انکودر مجهز باشد.
نکته: SPOS (یا M70) فقط باید قبل از قلاویزکاری برنامه ریزی شود





