فهرست مطالب:
بروزرسانیشده در دی 15, 1401
MDI یا MDA در CNC : حالت دستی ورودی داده (MDI) یکی از حالتهایی است که دستگاه CNC شما میتواند در آن کار کند. هدف از این کلید این است که جی کدها را در یک خط وارد کنید که بلافاصله توسط دستگاه اجرا میشوند. جی کد می تواند در یک یا دو خط کافی باشد. MDI قدرت زیادی را ارائه می دهد در حالی که به یادگیری بسیار کمی نیاز دارد. حتی می توانید از دستورات MDI برای ماشینکاری قطعه خود استفاده کنید.
حالت MDI یا MDA در دستگاه سی ان سی
- MDI (ورودی دستی داده ها)
- MDA (داده های دستی خودکار)
در این حالت می توانید مقداری برنامه نویسی و ورود اطلاعات را انجام دهید. با این حالت، همه چیزهایی که وارد می کنید فقط یک بار انجام می شود. اگر نیاز دارید که همه عملکردها دوباره انجام شوند، باید دوباره آنها را برنامه ریزی کنید.
مزیت این حالت این است که می توانید عملیات دستی را انجام دهید که به سادگی در سایر حالت ها قابل انجام نیستند. به عنوان مثال، برخی از ماشینهای CNC کنترل دستی برای تغییر سرعت اسپیندل ندارند.
در برخی از موارد در کنترل زیمنس (sinumerik)، MDI با نام MDA نوشته می شود. حالت MDI برای دستورات تک استفاده می شود. چندین 3 عملکرد را اجرا می کند. اینها عبارتند از موقعیت اصلی محور، ابزار نمایه سازی و چرخش دوک. بیایید نگاهی دقیق تر به نحوه استفاده از این حالت بیندازیم.
کلید MDI یا MDA (ورودی دستی داده) در سه عملیات قابل استفاده است:
- موقعیت مبدا (Home Position)
- ایندکس ابزار (Tool Indexing)
- چرخش اسپیندل (Spindle Rotation).
به بررسی و کاربرد هر کدوم از این موارد می پردازیم، با مهندس حرفه ای همراه باشید.
1. موقعیت مبدا (Home Position)
این تابع برای حرکت به نقطه مرجع محورهای XYZ استفاده می شود. بلوک زیر برای موقعیت مرجع استفاده می شود.
G28 U0.00 W0.00
- در کد بالا هر دو محور به نقطه مرجع می روند یعنی X0 و Z0

کاربرد کلید MDI در رفرنس یا نقطه مرجع در CNC
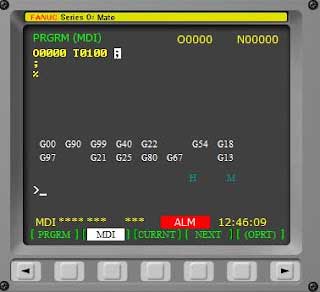
مرحله 1: کلید MDI را فشار دهید.
مرحله 2: کلید PROG (برنامه) را فشار دهید. به فشار دادن ادامه دهید تا زمانی که Program MDI روی صفحه نوشته شده است.
مرحله 3: کد G28 U0.00 W0.00 را در کنترلر تایپ کنید.
مرحله 4: برای بستن بلوک، کلید EOB را فشار دهید. (;)
مرحله 5: دکمه INSERT را بزنید.
مرحله 6: در نهایت با CYCLE START بلوک را اجرا کنید.
2. ایندکس ابزار (Tool Indexing)
این تابع برای تغییر ابزار بر روی برجک استفاده می شود با استفاده از کد زیر؛
T0100 یا T0202
- ( دو رقم اول هر کدام از کدهای بالا یعنی 01 یا 02 : شماره ابزار، و دو رقم آخر 00 یا 02 : شماره افست ابزار. )
کاربرد کلید MDI در تعویض ابزار در دستگاه سی ان سی
مرحله 1: کلید MDI را فشار دهید.
مرحله 2: کلید PROG (برنامه) را فشار دهید. به فشار دادن ادامه دهید تا زمانی که Program MDI روی صفحه نوشته شده است.
مرحله 3: کد T0100 را در کنترلر تایپ کنید.
مرحله 4: برای بستن بلوک، کلید EOB را فشار دهید. (;)
مرحله 5: دکمه INSERT را بزنید.
مرحله 6: در نهایت با CYCLE START بلوک را اجرا کنید.
3. چرخش اسپیندل (Spindle Rotation)
این تابع برای روشن کردن اسپیندل استفاده می شود. کد زیر را برای چرخش اسپیندل داریم.
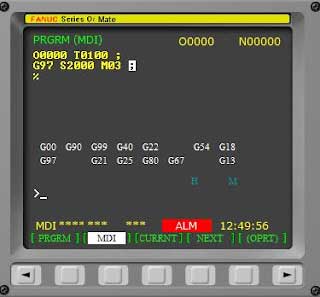
G97 S200 M03
- ( G97: سرعت دورانی ثابت است، S2000: سرعت 2000 دور در دقیقه، M03: چرخش اسپیندل در جهت عقربه های ساعت )
ما می توانید به سادگی از S2000 M03 استفاده کنید. اما کد بالا یک راه عالی است.
کاربرد کلید MDI در روشن کردن اسپیندل
مرحله 1: کلید MDI را فشار دهید.
مرحله 2: کلید PROG (برنامه) را فشار دهید. به فشار دادن ادامه دهید تا زمانی که Program MDI روی صفحه نوشته شده است.
مرحله 3: کد G97 S200 M03 را در کنترلر تایپ کنید.
مرحله 4: برای بستن بلوک، کلید EOB را فشار دهید. (;)
مرحله 5: دکمه INSERT را بزنید.
مرحله 6: در نهایت با CYCLE START بلوک را اجرا کنید.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببنید.
نتیجه گیری
ماشین CNC حالت MDI (ورودی دستی داده ها) یا حالت MDA (دستی داده خودکار) را می توان حالت نیمه اتوماتیک نامید. حالت MDI یا MDA بیشتر برای نمایه سازی ابزارها یا اجرای یک بلوک کد CNC استفاده می شود (در برخی از مدل های CNC مانند sinumerik 840D می توانید برنامه CNC چند بلوکی را در حالت MDA اجرا کنید). در سی ان سی M-Codes را می توان در حالت MDI یا MDA اجرا کرد. حتی می توانید اسپیندل دستگاه CNC را در حالت MDI یا MDA با یک RPM خاص بچرخانید.