
فهرست مطالب:
بروزرسانیشده در مرداد 9, 1402
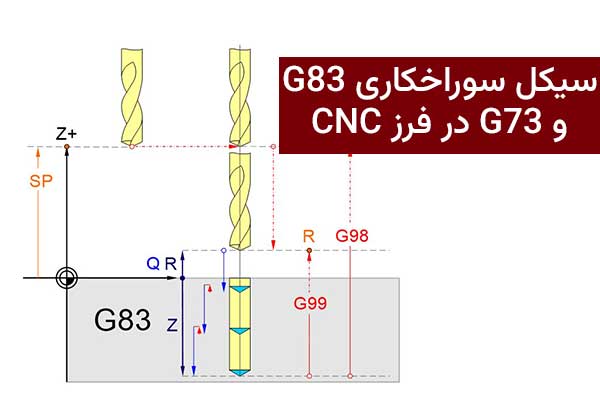
سیکل سوراخکاری G73 و G83 در فرز سی ان سی سیکل سوراخکاری عمیق مرحله ای استفاده می شود. تفاوت اصلی این است که جی کد سوراخکاری G73 به بالای سطح R قطعه بر نمی گردند در طول هر بار پیشروی برای سوراخکاری، ابزار کمی بالا می رود تا براده ها را بشکند، سپس دوباره سوراخکاری را ادامه می دهد. در زیر به نحوه برنامه ریزی هر دو سیکل و موقعیت هایی که باید از هر یک استفاده کنیم نگاه می کنیم.
ما میتوانیم با استفاده از سیکل های سوراخکاری بر روی برخی از ماشینهای CNC کنترل بیشتری داشته باشیم. این قابلیتی است که میتوانیم از آن برای تعیین اندازه هر پاس براده برداری استفاده کنیم که مواد کمتری را روی هر برش حذف میکند تا عمر ابزار را افزایش دهد، تا براده های پیوسته را بشکند و مایع خنککننده به پایین سوراخ به راحتی برسد. اگر از خنک کننده اسپیندل استفاده نمی کنیم، این یک تکنیک بسیار مفید است. ما نیز در این مقاله به این موضوع می پردازیم.
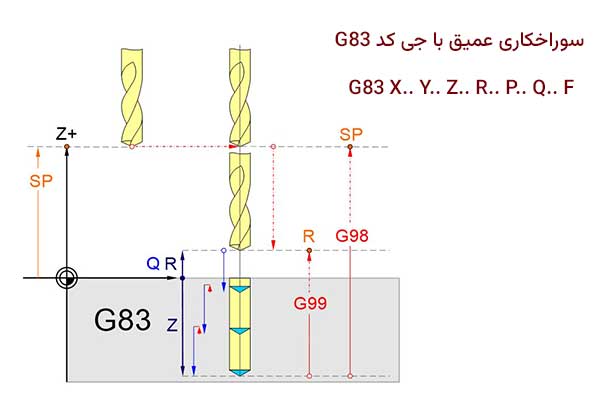
سوراخکاری عمیق با جی کد G83
G83 X... Y... Z... R... P... Q... F
- X = مختصات سوراخ (اختیاری)
- Y = مختصات سوراخ (اختیاری)
- Z = عمق سوراخ
- R = برگشت به سطح R
- P = زمان ماندن در پایین سوراخ
- Q = عمق هر بار نفوذ
- F = نرخ پیشروی
سوراخکاری عمیق با جی کد G83
سیکل سوراخکاری عمیق G83 پس از هر بار نفوذ به بالای سطح قطعه بر میگردد. ارتفاع سطح برگشت، توسط مقدار R در خط کد کنترل مشخص می شود.
از این تکنیک زمانی استفاده می شود که در حین عملیات برش براده ها انباشته شده باشد و نیاز به پاکسازی براده ها داشته باشد. استفاده کردن خنک کننده با فشار بالا که روی نوک ابزار قرار می گیرد به شستن تراشه های روی ابزار در طول کار کمک می کند. با هر بار نفوذ مته اجازه میدهد تا مایع خنککننده به انتهای سوراخ برسد تا هم روانکاری و هم خنکسازی شود.
سیکل سوراخکاری براده شکن G73 در فرز CNC
G73 X... Y... Z... R... Q... F
- X = مختصات سوراخ (اختیاری)
- Y = مختصات سوراخ (اختیاری)
- Z = عمق سوراخ
- R = برگشت به سطح R
- Q = عمق هر بار نفوذ
- F = نرخ پیشروی
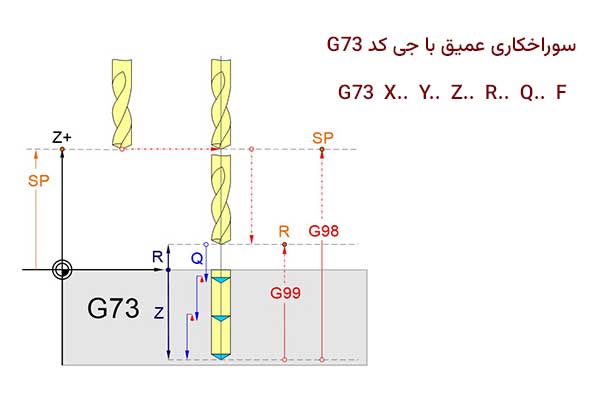
سیکل سوراخکاری براده شکن G73 در فرز
سیکل سوراخکاری عمیق G73 به روشی مشابه G83 عمل می کند. تفاوت اصلی این است که هر با هر نفوذ داخل کار و براده برداری به سطح R باز نمی گردد، مته تا یک فاصله مشخص در داخل سوراخ بالا می رود و مجداد عمق بعدی را سوراخکاری می کند. این روش به عنوان یک براده شکن عمل می کند و اغلب به عنوان سیکل شکستن براده یا تراشه از آن یاد می شود.
این سیکل اغلب هنگام حفاری با مته های سری طولانی که ممکن است مستعد ارتعاش باشند استفاده می شود. با نگه داشتن مته داخل سوراخ در حین هر عمق برش زمان ماشینکاری سریعتر است به خصوص هنگام سوراخ کردن بسیاری از سوراخ ها.
مقدار Q در این چرخه به فاصله ای که مته بین هر بار نفوذ مقداری از قطعه را برش می دهد اشاره دارد. فاصله برگشت ابزار داخل سوراخ در پارامترهای دستگاه تنظیم می شود که معمولاً 1.0 میلی متر است.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببنید.
استفاده از I، J و K سوراخ کاری عمیق برش متغییر
G83 X... Y... Z... I... J... K... R... P... F
- X = مختصات سوراخ (اختیاری)
- Y = مختصات سوراخ (اختیاری)
- Z = عمق سوراخ
- I = اندازه اولین عمق برش
- J = میزان کاهش هر عمق برش
- K = حداقل عمق برش
- R = برگشت به سطح R
- P = زمان ماندن در پایین سوراخ
- F = نرخ پیشروی
در برخی از کنترل ها می توان کنترل بیشتری بر سیکل سوراخکاری عمیق و مقدار برش داشت. با استفاده از مقادیر I، J و K می توانیم مقدار مواد حذف شده در هر برش را کاهش دهید. این برای سوراخکاری، سوراخ عمیق و هنگام زدن سوراخ در فلزت سخت و مستحکم استفاده می شود.
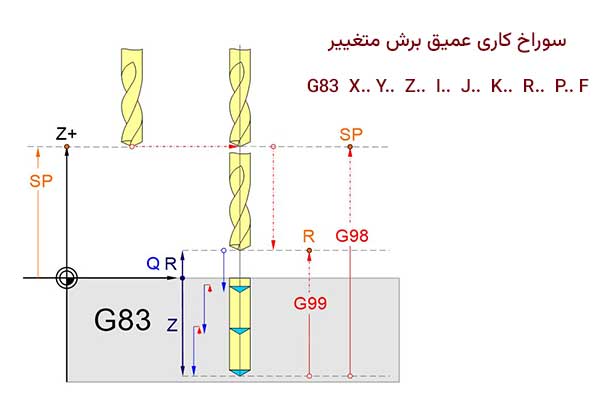
سوراخ کاری عمیق برش متغییر در فرز سی ان سی
اولین عمق سوراخکاری قبل از برگشت ابزار با «I» تعریف میشود. هر عمق مته پس از آن به مقدار «J» کاهش مییابد این اندازه کاهش مییابد تا به حداقل عمقی که با «K» بیان میکنیم برسد.
بیایید ببینیم این در یک برنامه چگونه به نظر می رسد.
Z15.0 M08 G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0 X40.0 G98 X60.0 G99 X40.0 G80
نگاهی به خط G83 بیندازید که در آن همه اقدامات انجام می شود. موقعیتهای X و Y به ماشین میگویند که موقعیت سوراخ اول نسبت به مبدأ کجاست، این اختیاری است. اگر این ابعاد در این خط اضافه نمی شوند، کنترل فرض می کند که مته از قبل در موقعیت خود قرار دارد.
ما مقدار مقدار ماده ای را که اولین عمق نفوذ برداشته می شود دیکته می کند، در این حالت، ما در حال حفاری 5 میلی متر قبل از اولین سوراخ هستیم. پس گرفتن عمق بعدی 4 میلی متر را حذف می کند. ما این را می دانیم زیرا مقدار ‘J’ روی 1 میلی متر تنظیم شده است بنابراین مقدار آن را کاهش می دهد روی هر نفوذ 1 میلی متر سوراخ می شود.
هنگامی که اندازه نفوذ به 1.0 میلی متر (K) رسید، کاهش مقدار مواد متوقف می شود، و حفاری را در فاصله 1 میلی متری بین هر نفوذ تا زمانی که عمق نهایی سوراخ تکمیل شود ادامه خواهد داد.
هنگامی که مته به عمق P رسید، به مدت نیم ثانیه در انتهای سوراخ مکث میکند، این به تمیز کردن انتهای سوراخ کمک می کند. بیشتر برای سوراخکاری یک سوراخ کور کاربرد دارد و ، در صورت عدم نیاز می توان آن را حذف کرد. مقدار “P” بر حسب میلی ثانیه است، بنابراین P500 است و 0.5 ثانیه است.
برای سیکل سوراخکاری G73 و G83 لازم به ذکر است که کنترلهای مختلف ممکن است به روشهای مختلف این موضوع را مدیریت کنند و این مثال یک نمای کلی است. ما همیشه توصیه می کنیم راهنمای دستگاه را مطالعه کنید تا نحوه دقیق کنترل سوراخکاری عمیق و متغیر ها را مشاهده کنید.





