فهرست مطالب:
بروزرسانیشده در فروردین 6, 1401
ماشینکاری با قوس پلاسما
اغلب یک گاز در دمای اتاق دارای مولکولهایی است که از 2 یا چند اتم تشکیل شده اند وقتی که دما تا 2000 بالا می رود این مولکولها به اتم های مجزا تفکیک در نتیجه از نظر الکتریکی می شوند شارژ می شوند یک گاز در این شرایط پلاسما نامیده می شود. وجود پلاسما اغلب با جرقه های فرکانس بالا مشخص می شود. گاز در حالت پلاسما علاوه بر هادی بودن الکتریسیته به خاصیت آهنربایی نیز واکنش می دهد.
تاریخچه:
ایده برش مواد با روش پلاسما در اوایل دهه 1950 بوجود آمد. در آن زمان این تکنیک به عنوان روش شعله ای با گاز اکسی در برش فولاد زنگ نزن و مواد غیر آهنی دیگر مطرح بود. در آن زمان برش پلاسما به دلیل کیفیت ماشینکاری ضعیف وعدم توانایی ماشینهای موجود در برش سریع پلاسما و عدم اطمینان به کل دستگاه محدودیت های داشت. ولی اکنون در مورد ماشینکاری فلزات ومواد غیر رسانا پیشرفتهای قابل توجهی به دست آمده است.
معرفی فرایند:
پلاسما با تخلیه الکترکی همراه است و منبع تولید حرارت در پلاسما ترکیب شدن مجدد الکترون ها و یون ها جهت تشکیل اتم ها و مولکول ها است. این انرژی پیوندی آزاد شده سبب افزایش انرژی جنبشی اتمها و مولکولها ی تشکیل شده در اثر ترکیب مجدد می شود دمای پلاسما گاها تا 33000 نیز می رسد .در این صورت واکنش چنین منبع حرارتی بالایی با قطعه کار ذوب و حتی تبخیر می شود و در نهایت بریده می شود.
فرایند برش پلاسما
کاربرد ها:
1- برش پروفیل از فلزات ی مانند فولاد زنگ نزن، آلمینیوم، و آلیاژ های مس که ماشین کاری انها با روش های گاز سوخت و اکسی مشکل است (به ویژه با سیستم PAM CNC )
2- کاربرد دیگر در ایجاد شیارها می باشد بوسیله پلاسما با توان دستگاه 50 کیلو وات و سرعت براده برداری 80 mm^3/min می توان شیارها به عمق 1.5 میلیمتر وپهنای 12.5 میلیمتر در فولاد زنگ نزن ایجاد کرد.
از این نوع شیار در جوشکاری وقیتکه جوش لب به لب با کیفیت بالا نیاز باشد استفاده می شود.
3- در سیستم چند مشعلی میتوان انواع اشکال را در یک صفحه ایجاد کرد.
4- برش مورب در انتهای یک لوله (پخ زدن) در سیستم PAM CNC می توان عملیاتی از نوع سوراخ کاری را در صفحات کم ضخامت ایجاد کرد.

ماشینکاری با قوس پلاسما Plasma arc machining (PAM)
کاربرد در صنعت:
از روش پلاسما و زیر شاخه های ان PAW,PAC بیشتر درصنایع هواپیما سازی، موشکی، کشتی سازی و جوشکاری فلزات نازک و همچنین ماشین کاری قطعات نسبتا با ارزش استفاده می شود.
مزایا:
1- در برش صفحاتی با ضخامت 6-25 میلیمتر. سرعت پلاسما 4 برابر سرعت روش گاز سوخت اکسی میباشد.
2- در ایجاد شیار بوسیله پلاسما سرعت حدود 10 تا 30 برابر سرعت براده برداری و سنگ زنی مرسوم میباشد.
3- امکان برش مواد نارسا نا نیز وجود دارد.
4- عدم نیاز به ماشین کاری ولذا صرف هزینه ان
5- برشکاری فلزات تا ضخامت 150میلیمتر
6- در اثر تمکز تنش میزان پیچیدگی وتاب قطعات کم می باشد.
7- سرعت بالای برشکاری و ماسینکاری
معایب:
- سر وصدای بالای این روش در صورت استفاده از گاز نیتروژن لازم است.
- این روش فرایند بسیار دقیقی نیست و برای تلرانس بهتر از 1.6 میلیمتر عملیات تکمیلی
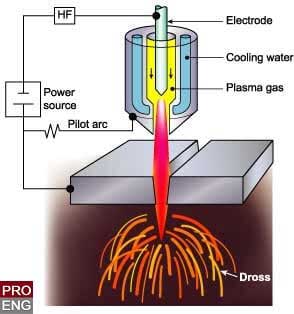
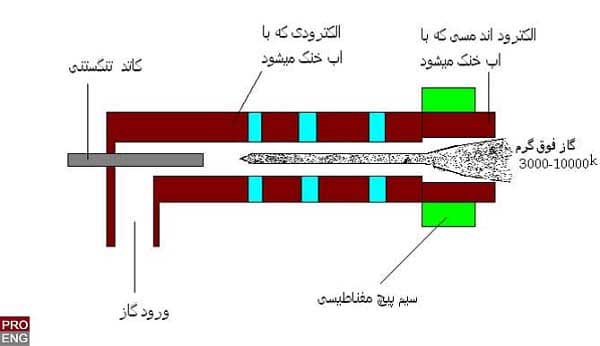
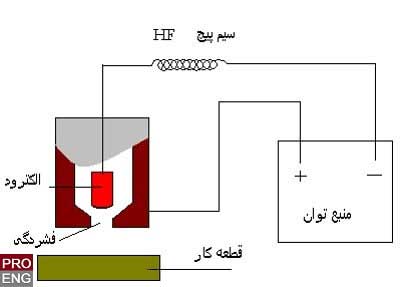
پلاسما معمولا از یک مولد جران مستقیم که شکل شماتیک انرا مشاهده می کنید تولید میشود برای حفظ قوس الکتریکی از یک کاتد تنگستن داغ واند مسی که با اب خنک می شود استفاده می شود با برقراری جریان الکتریسیته و ورود گاز از اطراف کاتد و خروج از طریق اند. هر چقدر که دهانه کاتد کوچکتر باشد دما بیشتر است (تا حدود ) 28000 بنابراین شدت گرمای پلاسما در خروج بیشتر خواهد بود.
هنگامی که قوس پلاسما با این دمای بالا به قطعه کار بر خورد می کند فلز به سرعت ذوب و تبخیر شده و ضایعات ماشینکاری با جریان گاز یونیزه خارج می شود.
اجزا ماشین:
1- منبع تغذیه: در این سیستم از جریان DCتا 1000 آمپر و در حدود 200 ولت استفاده می شود
2- منبع گاز: بایستی توانایی تامین گاز با فشار حداکثر 1/4mpa را داشته باشد.
3- سیستم اب خنک کننده
4- میز کنترل
5- مشعل پلاسما
اجزای ماشین پلاسما
انواع دستگاه از نظر قوس پلاسما:
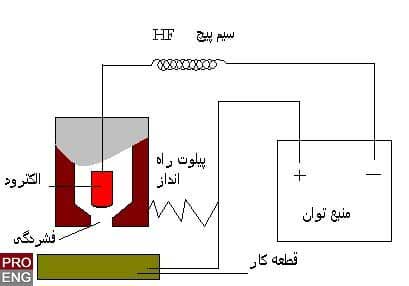
قوس پلاسمای انتقالی:
در این نوع قوس های انتقالی بین الکترود(با قطبیت منفی) و قطعه کار رسانای الکترسیته (با قطبیت مثبت) بر قرار شود با این سیستم فقط می توان قطعاتی را که رسانای الکتریسیته می باشند ماشین کاری کرد. راندمان حرارتی 90-85 میباشد.
قوس پلاسمای انتقالی
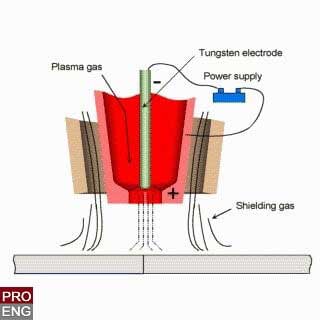
قوس پلاسمای غیر انتقالی:
در این مورد قوس بین الکترود(با قطبیت منفی) و نازل با قطبیت مثبت ایجاد وانتقال می یابد راندمان حرارتی 75-65 می باشد این قوس غیر انتقالی گازی را که با سرعت بالا به سوی قطعه کار جریان دارد را یونیزه میکند. قطعه کار ممکن است از نظر الکتریکی رسانا یا غیر رسانا باشد.
قوس پلاسمای غیر انتقالی
انواع مشعل ها:
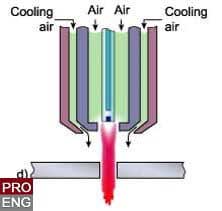
1- مشعل پلاسمای هوا
گاز پلاسما: هوای فشرده
ویژگی ها: وقتیکه هوا تحت تاثیردمای بالای قوس قرار میگیرد به گاز تشکیل دهنده تجزیه می شود. به علت فعال بودن اکسیژن در پلاسمای حاصل سرعت براده برداری 25 در صد افزایش می یابد.
در این روش به دلیل واکنش دادن تنگستن با اکسیژن از الکترود هافینم مس یا زیر کونیوم استفاده می شود
مشعل پلاسمای هوا
محدودیت ها:
در برش با پلاسما هوا سطح ماشینکاری شده حالت مخروطی دارد.
فقط مواد رسانای الکتریکی مثل فولاد های زنگ نزن و کرم ونیکل و آلومینیم ومس را می توان ماشین کاری کرد.
عمر الکترود بدون توجه به مواد به کار رفته کوتاه می باشد. برای افزایش عمر الکترود از جریان رو به پایین اکسیژن در سوراخ نازل استفاده می شود.
هوای مورد استفاده باید عاری از هر گونه آلودگی باشد.
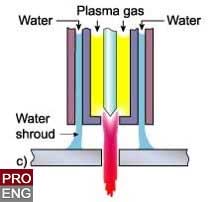
2- مشعل پلاسما با تزریق آب:
گاز پلاسما: نیتروژن
گاز محافظ: به جای گاز محافظ از اب استفاده می شود
ویژگیها: برای محدود کردن حداثر قوس یک پوشش شعاعی تزریق آب به نازل وصل می شود اثر خنک کنندگی آب پهنای منطقه ماشین کاری را کم می کند. به همین دلیل کیفیت برش بهتر است وهیچ تاثیری بر چهار گوش بودن ویا برش ندارد.
در حدود %10 از آب تبخیر می شود که این لایه نازک بخار. پلاسما را باریک و نازل را عایق بندی می کند.
باریک شدن پلاسما توسط آب به کاهش دود افزایش عمر نازل و محدود نمودن تشکیل اکسید ها روی لبه های برش قطعه کار کمک می کند در بعضی سیستم ها به محافظ یا اب حرکت گردابی یا چرخشی می دهند در نتیجه پلاسما نیز به چرخش در آمده و این عمل باعث می شود که یکی از لبه های برش تقریبا به صورت مستقیم بریده شود.
مشعل پلاسما با تزریق آب
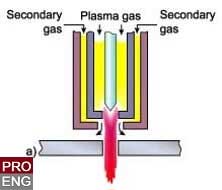
3- مشعل با سیستم گاز مضاعف
گاز پلاسما: نیتروژن یا ارگون
گاز محافظ: با توجه به جنس قطعه کار

گاز محافظ پلاسما
جنس الکترود: تنگستن
ویژگیها: محافظ خارجی در دور نازل ازتاثیر اتمسفر بر گاز برشی جلوگیری می کند.
جریان گاز محافظ مشعل پلاسما
4- مشعل با تزریق اکسیژن:
مشعل با تزریق اکسیژن
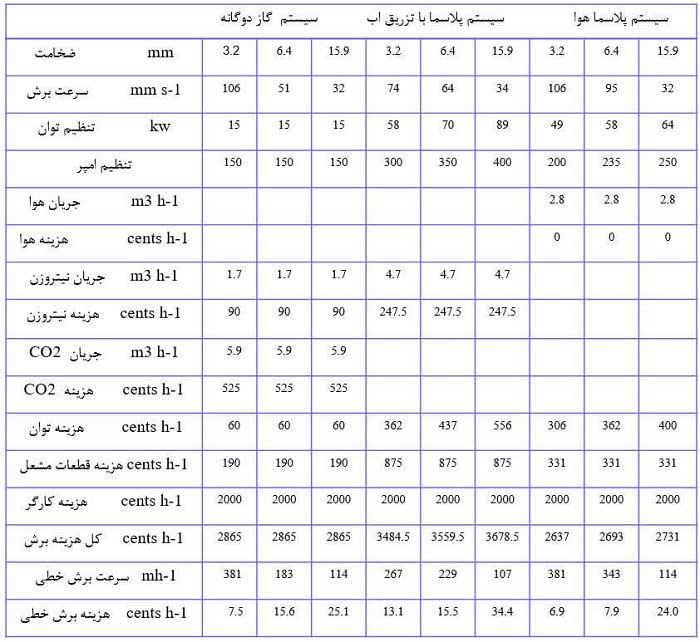
مقایسه مشخصات ماشین کاری وهزینه روشهای برش با قوس پلاسما
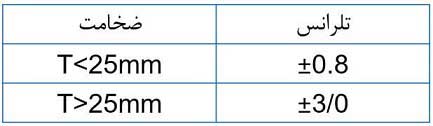
تلرانس:
از نظر تلرانس این روش ضعیف عمل می کند
تلرانس پلاسما
عمق و پهنای برش:
با توجه به عوامل زیر تغیر می کند ومقدار معمولا 2.5 -12.5میلیمتر می باشد
میزان پرداخت سطح:
در حدود 5-75میکرومتر می باشد.
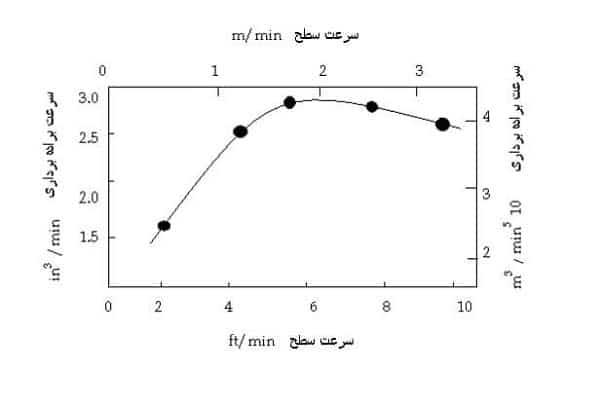
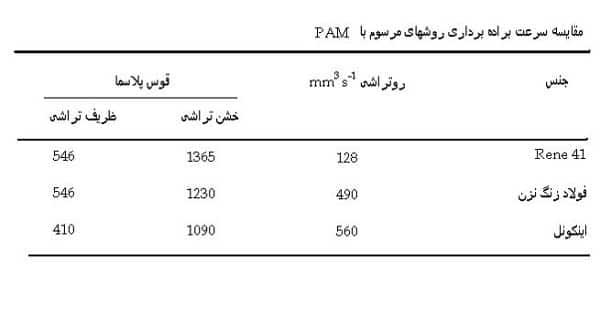
سرعت براده برداری:
سرعت براده برداری این روش بسیار بیشتر از سرعت براده برداری در روتراشی تک نقطه ای مرسوم است سرعت سطحی یکی از شرایط اصلی فرایند است که بر سرعت براده بر داری اثر دارد. با افزایش این متغیر ابتدا سرعت براده برداری تا یک مقدار بالا می رود وسپس افت می کند.
سرعت برش با افزایش ضخامت جسم کاهش می یابد. با افزایش ارتفاع مشعل از سطح قطعه کار سرعت براده برداری کاهش می یابد.
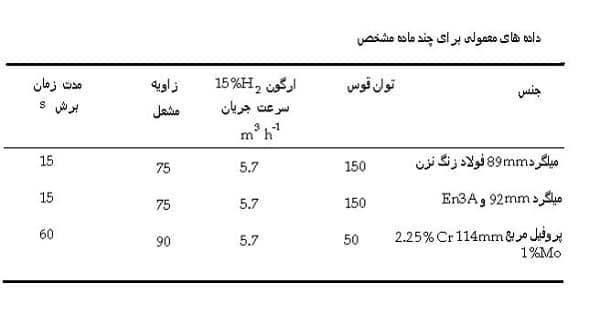
داده های معمولی برش برای چند جنس مشخص:
سطح قطعه کار:
در ماشین کاری با پلاسما اغلب گوشه قطغه کار پخ می خورد معمولا یک برش تحت زاویه ° 3± ایجاد میشود .
این گوشه همیشه در قسمت راست قوس پلاسما نسبت به جهت حرکت ایجاد می شود در مقابل گوشه سمت چپ تحت زاویه 15 پخ میخورد این اثر به علت چرخش ساعتگرد گاز ماشینکاری ایجاد می شود.
بیشتر مواد ذوب شده با شعله پلاسما با گاز سرعت بالا برداشته می شود ودر نتیجه یک سطح صاف و تمیز باقی می ماند.
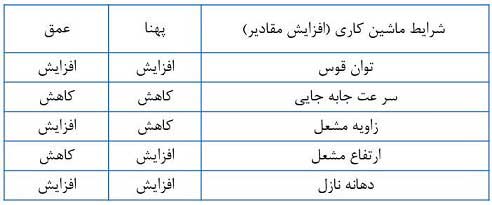
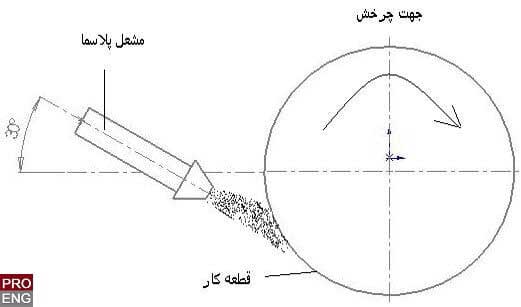
روتراشی:
به علت اینکه در ماشین کاری در پلاسما قطعه کار و ابزار به هم برخورد ندارند این روش در روتراشی به ویژه در مواردی که ماشین کاری انها با روشهای مرسموم مشکل است مورد توجه می باشد.مشعل پلاسما مشابه یک ابزار معمولی در ماشین استاندارد بسته می شود. مشعل مماس به قطعه کار وتحت زاویه 30 درجه نصب می شود.
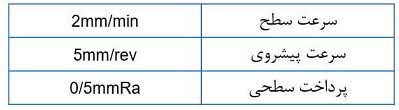
در روتراشی فولاد آلیاژی سرعت براده برداری با توان مصرفی افزایش میابد. عمق برش را می توان با توان یا سرعت سطح کنترل کرد.
توسعه فراروی فرایند:
اخیرا گزارش شده است که با فرو بردن نازل پلاسما و قطعه کار به عمق حدودآ 75 متری اب صدا و نور خیر کننده و دود این روش را کم کرده اند. افزایش جزیی قدرت اسیدی با جایگزینی اب تازه به مقدار مناسب کم می شود. البته ماشین کاری با پلاسما در زیر آّب با سرعت برش کم بدست آمده است.در Cnc دقت 9تا 2/0 میلیمتری برای ماشین کاری با پلاسما در زیر آب مطرح است.