
فهرست مطالب:
بروزرسانیشده در فروردین 6, 1401
فرآیند جت آب (واتر جت)
ماشینکاری با جت آب از جمله فرآیندهای غیر سنتی است که برداشت ماده به صورت مکانیکی بوده و انرژی جنبشی جت آب باعث براده برداری از سطح قطعه کار میگردد. این فناوری در صنایع مختلفی برای ماشینکاری مواد گوناگون بکار میرود. انرژی لازم برای برش مواد توسط فشار بسیار بالا ایجاد شده و شکل گیری جریان برشی در اثر عبور از میان نازل متمرکز شده و باعث تولید جت بسیار پرسرعت و قوی میشود. برداشت ماده در فرآیند ماشینکاری با جت آب را میتواند با یک جت مافوق صوت بیان نمود. امروزه فناوری جت آب به عنوان جدیدترین تکنولوژی برای فرآیند تولید با نتایج دقیق و پایدار، رشد پیدا کرده است. جت آب به طور وسیع برای ماشینکاری موادی نظیر چوب، چرم، اسفنج، پارچه، واشرها و کامپوزیتها کاربرد دارد.
انعطاف پذیری و عدم ایجاد تنش حرارتی از ویژگیهای فرآیند جت آب (واتر جت) میباشد، که آن را به ابزار مهمی برای برش مواد جدید مانند مواد کامپوزیتی و ساندویچی شده که برای ماشینکاری با دستگاههای سنتی مشکل هستند، تبدیل نموده است.
انواع سامانه های مختلف فرآیند
دو نوع سامانه برای فرآیند جت آب مورد بحث میباشد:
1- ماشینکاری با جت آب
2-ماشینکاری با جت آب ساینده
ماشینکاری با جت آب فرآیندی است که در آن جت آب خالص برای برشکاری و شیارزنی انواع مواد فلزی و غیر فلزی و مواد متخلخل همانند چوب ، کاغذ ،چرم مصنوعی، واشرها و غیره به کار میرود. از این روش همچنین برای برش کامپوزیتها، برداشتن روکش سیم، و عملیات پلیسه گیری نیز استفاده میشود. در مقابل ماشینکاری با جت آب ساینده (AWJM)[1] فرآیندی است که در آن به کمک ذرات ساینده به همراه یک جت آب با سرعت بالا برای برشکاری و ماشینکاری و تمیزکاری مواد سخت مانند سرامیکها، سنگها و فلزات به کار میرود. این فرآیندها با بهره گیری از اصل تأثیرات فرسایشی یک جت آب با قطر کم و سرعت بالا (در صورت نیاز به حضور ذرات ساینده) کار میکنند. بطور کلی در فرآیند ماشینکاری با جت آب، برش با کیفیت و سرعت بالایی که معمولاً بهتر از روشهای معمول است، انجام میگیرد.
روند کلی فرآیند
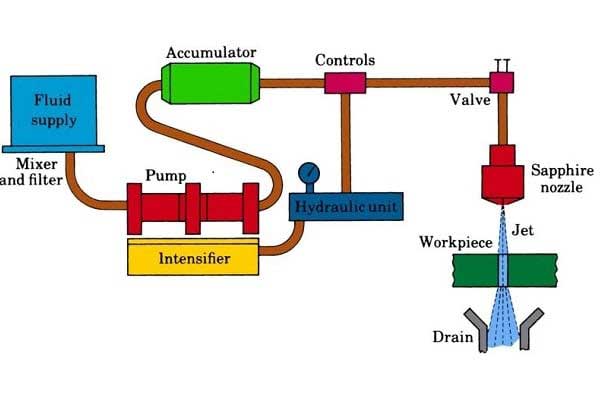
فرآیند جت آب ساینده از جهاتی شبیه فرآیند جت آب میباشد. ولی تفاوت عمده آن در این است که در ماشینکاری با جت آب خالص، جت آب عامل سایش قطعه کار است. به طور کلی در فرآیند WJM، ماشینکاری توسط یک جت با سرعت بالا انجام میپذیرد. اما عمل اصلی برش غالباً توسط هسته یا قسمت مرکزی فشرده شده و محکم انجام میپذیرد. اما در ماشینکاری با جت آب ساینده، جت آب فقط باعث شتاب دادن به ذرات ساینده شده و عامل اصلی براده برداری ذرات ساینده میباشد. همانطور که در شکل 1 ملاحظه میشود، پمپ هیدرولیکی که توسط یک موتور (معمولاً 30 کیلو وات) تغذیه میشود، روغن را از مخزن برای راه اندازی یک پمپ پیستونی دو طرفه (رفت و برگشتی)، که تشدید کننده[2] نامیده میشود، گرفته و به فشار 117 بار میرساند. این دستگاه نقش اساسی در فرآیند دارد. آب با فشار کم (معمولاً 4 بار) وارد این قسمت شده و با فشار بالا (حدود 3800 تا 4000 بار) وارد یک انباره[3] میشود. برای اینکه فشار تخلیه و سرعت جت آب در هنگام تغییر جهت پیستون تشدید کننده یکنواخت بماند، انباره بر اساس تراکم پذیری آب، حجم آب را 12 درصد کاهش (12% متراکم) میدهد. این کار باعث ایجاد جریان پیوسته فشار بالای آب میشود که نوسان یا پالس های کوتاه مدت فشار را حذف میکند.
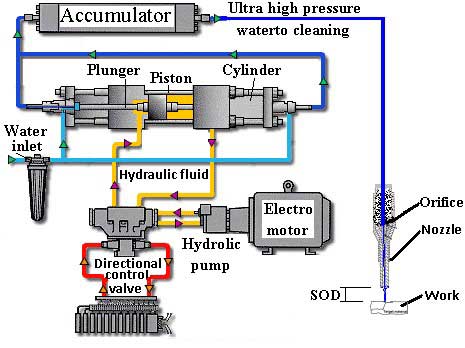
شکل 1: تصویر شماتیک دستگاه واتر جت
سپس آب از طریق لوله های فشار بالا، که معمولاً قطر آنها 4-16 میلیمتر است، به سر برش (نازل) میرود.
بنابراین جت آب تولید شده، با سرعت بالا به سطح قطعه کار برخوردکرده و باعث برداشت ماده میشود. بسته به جنس قطعه کار، برداشت ماده ممکن است در اثر فرسایش، برش و یا شکست در اثر تغییر سریع محل تنشهای موضعی رخ دهد. در برش بوسیله جت آب ساینده عمل فرسایشی جت آب حاوی ذرات ساینده برای بریدن، مته کاری و تمیزکاری جت آب در حدود 400 مگاپاسکال(MPa) است که برای تولید جتی به بزرگی سرعت حدود 900 متر بر ثانیه(m/s) کافی است. از این رو از جت آب ساینده برخلاف جت آب که برای مواد نرم میباشد، میتوان برای برش مواد سخت مانند: فلزات، سنگ، سرامیک، کامپوزیت و آلیاژهای آلومینیوم و غیره استفاده نمود.
مزایا و معایب فرآیند جت آب
ماشینکاری با استفاده از جت آب دارای مزایای بسیاری است که آن را از دیگر فرآیندهای ماشینکاری متمایز مینماید.
به طوریکه میتوان مزایای زیر را برشمرد:
- توانایی ایجاد برش در تمام جهات بدون ایجاد پلیسه.
- عدم وجود تنشهای حرارتی و مکانیکی.
- نیروی وارد بر قطعه بسیار کم میباشد ( عدم تماس مستقیم بین ابزار و قطعه کار ).
- گیره بندی آسان قطعات؛ زیرا نیروی جانبی وارد نمیشود.
- عدم نیاز به تیز کردن و تعویض جت آب (بر خلاف روشهای سنتی نیاز به تیز کردن ابزار و یا تعویض ابزار نمیباشد، چون جت آب کند نمیشود و نمیشکند. بنابراین زمان هدر داده شده برای تعویض ابزار شکسته و فرسوده شده وجود ندارد) .
- سازگار با محیط زیست.
- سرعت بالای ماشینکاری.
- ماشینکاری عاری از گرد و غبار (پس از این رو خطرات موجود به هنگام ماشینکاری و برش موادی از قبیل پنبه نسوز، کامپوزیتهای الیافی و آزبستها که برای سلامتی مضر هستند، به حداقل میرسد).
معایبی که بر این فرآیند میتوان بیان نمود عبارتند از: هزینه اولیه بالا، ایجاد سرو صدای زیاد در حین ماشینکاری، هزینه تعمیر و نگهداری زیاد.
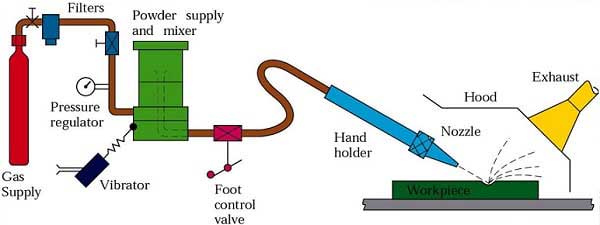
ماشینکاری با جت آب ساینده (AWJM)
اجزاء اصلی دستگاه جت آب و جت آب ساینده
دستگاه جت آب و جت آب ساینده از قسمت های مهم زیر تشکیل شده است که عبارتند از:
سیستم پمپاژ، سیستم نازل، جمع کننده (گیرنده) و سیستم تغذیه مواد ساینده (مخصوص فرآیند جت آب ساینده) که در پست های آینده به آن ها پرداخته خواهد شد.
[1] Abrasive Water Jet Machining (AWJM)
[2] Intensifier
[3] Accumulator


2 دیدگاه
سلام ممنونم بابت به اشتراک گذاشتن مطالبتون:
مطالب این بخش بسیار روان و قابل فهم بود و با یکبار مطالعه این موضوع اطلاعات زیادی رو کسب کردم.
سپاس فراوان
درود و سپاس از شما