
فهرست مطالب:
بروزرسانیشده در فروردین 20, 1402
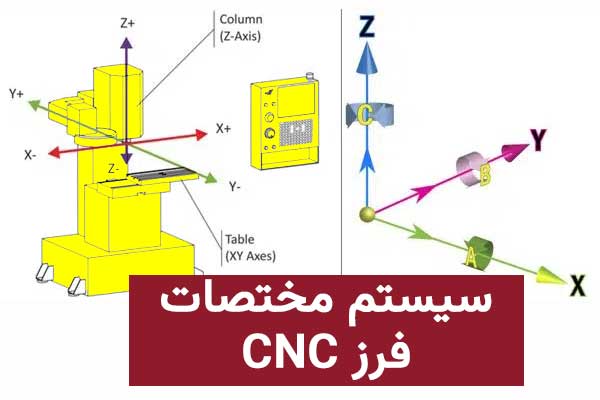
سیستم مختصات فرز CNC سیستمی است که برای تعیین موقعیت ابزار برش و قطعه کار در یک دستگاه CNC (کنترل عددی کامپیوتری) استفاده می شود. از سه محور اصلی X، Y و Z تشکیل شده است که به ترتیب حرکات افقی، عمودی و عمقی را نشان می دهند. مختصات نسبت به یک نقطه مرجع ثابت اندازه گیری می شود که معمولاً در گوشه ای از قطعه کار یا میز ماشین قرار دارد. این نقطه مرجع به عنوان مبدا شناخته می شود و همه موقعیت های دیگر نسبت به آن بر اساس جهت و فاصله حرکت در امتداد هر محور تعریف می شوند. علاوه بر سه محور اصلی، برخی از ماشین های CNC ممکن است دارای محورهای ثانویه مانند A، B یا C نیز باشند که امکان حرکات چرخشی اضافی یا سایر عملکردهای تخصصی را فراهم می کند.
شما از اصول سیستم مختصات فرز CNC خود در همه جا استفاده خواهید کرد، نه فقط برای یک دستگاه CNC خاص. حتی در پیشرفته ترین ماشینهای CNC این اصول یکسان هستند: آنها از محور X، Y و Z برای تعیین فضای مختصات داخل دستگاه استفاده میکنند و ابزاری (گاهی اوقات فرز انگشتی، گاهی کاتریج، گاهی اوقات پرتو لیزر) حرکت میکند.
فناوری ممکن است تغییر کند، اما اصول اساسی سیستم مختصات CNC یکسان باقی میمانند. در این مقاله، ما اصول اولیه سیستم مختصات CNC، از جمله سیستم مختصات دکارتی، سیستم مختصات کاری (WCS) را پوشش خواهیم داد.
چرا مختصات برای فرز CNC مهم است؟
ماشین های فرایند تولید افزایشی یک قطعه را از پایین به بالا می سازند. هیچ سوالی در مورد اینکه قطعه از کجا شروع می شود در صفحه ساخت وجود ندارد. با این حال، چیزی مانند یک ماشین فرز باید مواد را از یک جسم خارجی تراشکاری کند. برای انجام این کار، ماشین نیاز به درک موقعیت در فضای فیزیکی دارد. اگر به همین سادگی بود که یک قطعه فلز را داخل CNC خود قرار دهید و دکمه go یا start را فشار دهید، عالی میشد.

مختصات برای فرز CNC
با اضافه کردن انواع ابزار فرز، همه چیز پیچیده می شود . هر ابزار طول متفاوتی دارد، که فاصله بین مبنا اسپیندل و قطعه کار را تغییر می دهد. نقطه مبدا که شما برای یک تیغ فرز پایانی 2.5 سانتی تعیین کرده اید، برای یک مته بلند 10 سانتی کار نمی کند.

انواع ابزار فرز
بدون سیستم مختصات، CNC شما مطلقاً راهی برای دانستن موارد زیر نخواهد داشت:
- جایی که بلوک مواد شما قرار دارد
- ابزار شما چقدر از قطعه کار شما دور است
- از چه حرکاتی برای ماشین کاری قطعه خود استفاده کنید
سیستم مختصات ممکن است در یک نگاه پیچیده به نظر برسد، اما می توان آن را به اجزای ساده تقسیم کرد. اجازه دهید ابتدا با مبانی سیستم مختصات دکارتی شروع کنیم.
مبانی سیستم مختصات دکارتی CNC
تقریباً تمام دستگاههای CNC از یک سیستم مختصات دکارتی مبتنی بر محورهای X، Y و Z استفاده میکنند. این سیستم به یک ماشین اجازه می دهد تا در یک جهت خاص در امتداد یک صفحه خاص حرکت کند.
سیستم دکارتی را به اصول اولیه آن تقلیل دهید و یک خط عددی آشنا خواهید داشت (در ریاضیات اینو رو قبلا دیدیم). یک نقطه در خط به عنوان مبدا تعیین می شود. هر اعداد سمت چپ مبدا (Origin) منفی هستند، در حالی که اعداد سمت راست مثبت هستند.
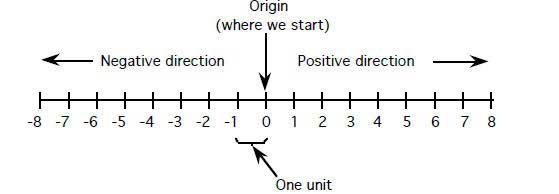
مختصات دکارتی CNC
محورهای X، Y و Z را در زوایای 90 درجه ترکیب کنید و یک فضای سه بعدی برای حرکت دستگاه CNC خود ایجاد کنید. هر محور در مبدا به هم می رسد.
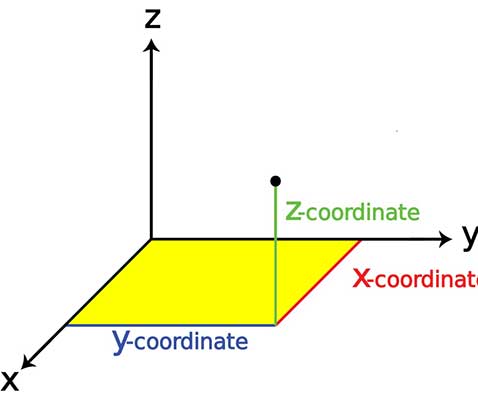
نقطه مبدا در مختصات CNC
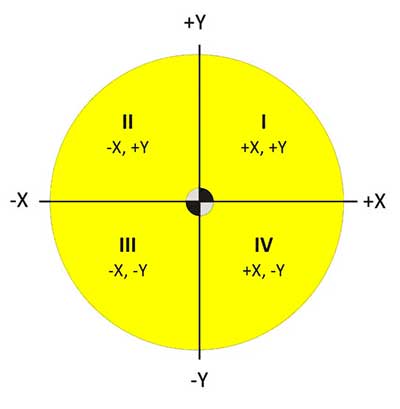
هنگامی که دو محور به هم متصل می شوند، یک صفحه را تشکیل می دهند. به عنوان مثال، هنگامی که محورهای X و Y به هم می رسند، یک صفحه کاری XY دریافت می کنید که بیشتر کار روی قطعات 2.5 بعدی انجام می شود. این صفحه های کاری به چهار ربع به شماره 1-4 تقسیم می شوند که مقادیر مثبت و منفی خود را دارند.
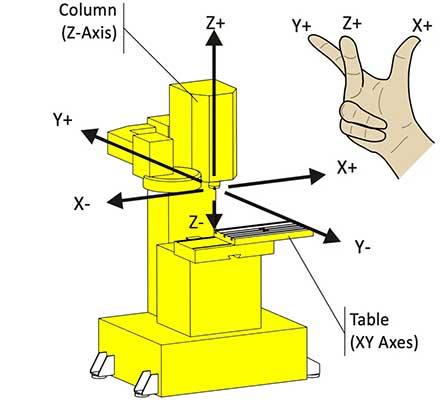
یک راه آسان برای درک سیستم مختصات دکارتی در رابطه با دستگاه CNC استفاده از قانون دست راست است . دست خود را در حالی که انگشت شست و اشاره به سمت بیرون و انگشت میانی به سمت بالا باشد، کف دست خود را به سمت بالا نگه دارید. دست خود را در مقابل دستگاه CNC خود، همراستا با اسپیندل دستگاه قرار دهید، و خواهید دید که محورها کاملاً در یک راستا قرار گرفته اند.
- انگشت وسط محور Z است.
- انگشت اشاره محور Y است.
- شست محور X است.
دستگاه CNC استفاده از قانون دست راست
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) هستید، اینجا بیشتر می تونید یاد بگیرید.
چگونه یک ماشین CNC از مختصات استفاده می کند
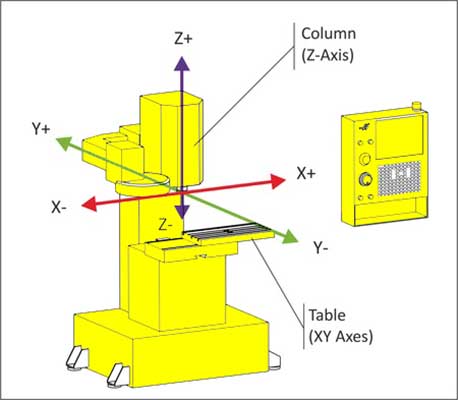
با استفاده از سیستم مختصات دکارتی، ما ماشینهای CNC را در امتداد هر محور کنترل میکنیم تا یک بلوک از مواد خام را به یک قطعه نهایی تبدیل کنیم. اگرچه توصیف محورها با استفاده از اصطلاحات نسبی دشوار است، اما بر اساس هر محور، معمولاً حرکات زیر را از منظر اپراتور رو به ماشین دریافت میکنید:
- محور X امکان حرکت “چپ” و “راست” را فراهم می کند.
- محور Y امکان حرکت “به جلو” و “عقب” را فراهم می کند.
- محور Z امکان حرکت “بالا” و “پایین” را فراهم می کند.
همه اینها را کنار هم بگذارید، یک دستگاه CNC دارید که می تواند طرف های مختلف یک قطعه کار را در صفحه XY و در عمق های مختلف در امتداد محور Z برش دهد. دستگاه می تواند روتر یا لیزر باشد یا ماشین فرز، همه آنها از این سیستم حرکتی اساسی استفاده می کنند.
سیستم مختصات فرز CNC
افزایش مختصات محور Z، اسپیندل را به سمت بالا حرکت میدهد و با کاهش آن، آن را در قطعه کار به سمت پایین حرکت میدهد. شما در حال برش قطعه ای هستید که مربوط به یک مختصات محور Z منفی است.
اگر خواندن آن بیشتر از قبل شما را سردرگم کرد، نگران نباشید. درک تفاوت بین حرکت ابزار و میز شما راحت تر از توضیح با کلمات است.
مبدا دستگاه CNC شما
هر دستگاه CNC نقطه مبدا داخلی خود را دارد که Machine Home نام دارد. هنگامی که CNC شما برای اولین بار بوت می شود، هیچ ایده ای در فضای فیزیکی ندارد و برای رفع این مورد نیاز به کالیبراسیون (رفرنس کردن) دارد.
هنگامی که این فرآیند اتفاق می افتد، هر سه محور CNC شما به سمت ماکزیمم حد مکانیکی خود حرکت می کنند. پس از رسیدن به یک حد، سیگنالی به یک کنترل کننده ارسال می شود که موقعیت اصلی آن محور خاص را ثبت می کند. وقتی این برای هر سه محور اتفاق می افتد، ماشین اکنون “رفرنس” است.
در شکل زیر، فرآیند می تواند از ماشینی به ماشین دیگر متفاوت باشد. برای برخی از ماشین ها یک سوئیچ محدود فیزیکی وجود دارد که به کنترل کننده سیگنال می دهد که یک ماشین به یک حد محور رسیده است. در برخی از ماشین ها یک سیستم سروو کامل وجود دارد که کل این فرآیند را فوق العاده روان و دقیق می کند. یک کنترل کننده ماشین سیگنالی را از طریق یک برد مدار به یک موتور سروو می فرستد که به هر محور دستگاه متصل می شود. سروو موتور یک بال اسکرو را که به میز دستگاه CNC شما متصل است می چرخاند و باعث حرکت آن می شود.
حرکت عقب و جلو جدول تغییرات مختصات را فوراً با دقت تا 0.005 میلیمتر ارتباط می دهد.
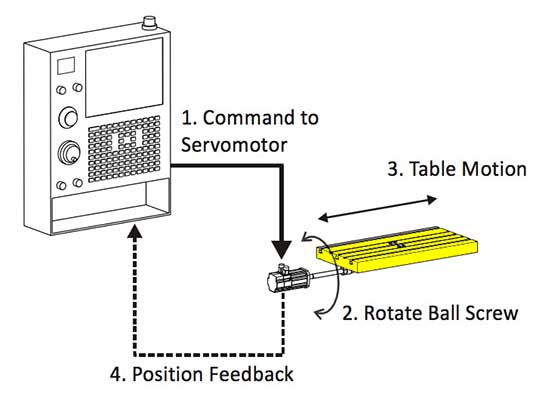
سروو موتور و کنترل CNC
نحوه استفاده ماشینکاران از مختصات CNC
تا اینجا ما در مورد نحوه استفاده یک دستگاه CNC از سیستم مختصات داخلی خود صحبت کرده ایم. مشکل اینجاست که ارجاع این سیستم مختصات توسط ما انسان ها خیلی آسان نیست. به عنوان مثال، وقتی CNC شما موقعیت اصلی خود را پیدا می کند، معمولاً در امتداد محورهای X، Y و Z در دورترین محدودیت های مکانیکی قرار دارد. تصور کنید که باید از این مقادیر مختصات دور به عنوان محل شروع برنامه CNC خود استفاده کنید. چه کابوسی!
برای آسانتر کردن نوشتن برنامههای CNC، از یک سیستم مختصات متفاوتی استفاده میکنیم که برای دستکاری انسان طراحی شده است که سیستم مختصات کاری یا WCS نامیده میشود . WCS یک نقطه مبدا خاص را بر روی یک بلوک از مواد، معمولاً در نرم افزارهای CAM تعریف می کند.
سیستم مختصات کاری یا WCS در قطعه کار
شما می توانید هر نقطه روی یک بلوک خام مواد را به عنوان نقطه مبدا برای WCS تعریف کنید. هنگامی که یک نقطه مبدا مشخص شد، باید آن را در داخل دستگاه CNC خود با استفاده از لبه یاب، نشانگر شماره گیری، پروب یا سایر روش های مکان یابی قرار دهید.

پروب برای تعیین نقطه صفر کار
انتخاب نقطه مبدا برای WCS نیاز به برنامه ریزی دقیق دارد. این نکات را هنگام انجام فرآیند در نظر داشته باشید:
- مبدا را باید با ابزار مکانیکی یا لبه یاب پیدا کنید
- مبداهای تکرار شونده به صرفه جویی در زمان هنگام تعویض قطعات کمک می کند
- مبدأ باید تلورانس های مورد نیاز عملیات پایین دستی را در نظر بگیرد
ممکن است محل دیگری در مورد انتخاب بهینه ترین نقطه مبدا وجود داشته باشد، به خصوص برای هر راه اندازی بعدی.
مطمئن شوید که تلورانس های قبلی ماشین کاری شده، مکانیسم مکان یابی شما و ماشین شما را در نظر داشته باشید تا قطعه نهایی شما به مشخصات تعیین شده برسد.
نحوه تعامل CNC و مختصات انسانی
همانطور که در بالا ذکر کردیم، اپراتورهای انسانی از WCS استفاده می کنند که مجموعه ای آسان از مختصات را برای نوشتن یک برنامه CNC فراهم می کند. با این حال، این مختصات همیشه با مختصات یک دستگاه متفاوت است، بنابراین چگونه دستگاه CNC شما این دو را متوجه شود؟ با افست.
یک دستگاه CNC از یک افست کار برای تعیین تفاوت فاصله بین WCS شما و موقعیت رفرنس خود استفاده می کند. این افستها در کنترلر ماشین ذخیره میشوند و معمولاً در جدول افست قابل دسترسی هستند.
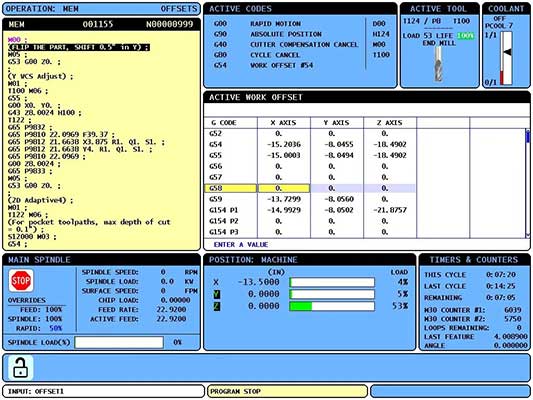
جدول آفست ها
در اینجا می بینیم که چندین افست برنامه ریزی شده اند. G54، G55 و G59. اما فایده داشتن چند افست چیست؟ اگر چندین قطعه را در یک مرتبه ماشینکاری می کنید، هر قطعه را می توان افست مخصوص به خود اختصاص داد. این به دستگاه CNC اجازه می دهد تا به طور دقیق سیستم مختصات خود را به چندین قطعه در مکان های مختلف مرتبط کند و چندین راه اندازی را به طور همزمان انجام دهد.
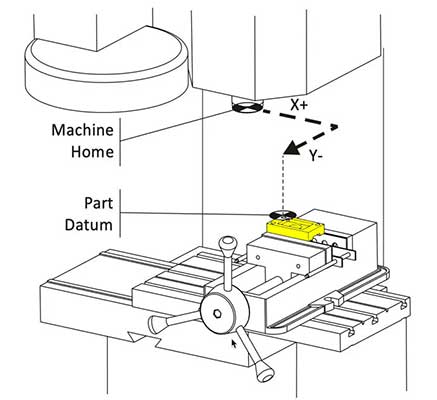
نقطه صفر ماشین و قطعه کار
افست ابزار
استفاده از چندین ابزار برای یک کار بسیار معمول است، اما شما به روشی برای محاسبه طول های مختلف ابزار نیاز دارید. جابجایی ابزار برنامه نویسی در دستگاه CNC شما این کار را آسان می کند. با برنامهریزی افست ابزار، دستگاه CNC شما دقیقاً میداند که هر ابزار تا چه اندازه از اسپیندل فاصله دارد. چندین روش برای ضبط افست ابزار وجود دارد:
- Jogging. ابزار را از موقعیت اصلی دستگاه به موقعیت صفر قطعه حرکت دهید. مسافت طی شده اندازه گیری شده و به عنوان افست ابزار وارد می شود.
- بلوک دقیق. همه ابزارها را در موقعیت Z مشترک در بالای یک بلوک دقیق 1-2-3 قرار دهید که روی میز دستگاه قرار دارد.
- پروب. برای تعیین خودکار افست ابزار از پروب استفاده کنید. این کارآمدترین روش اما همچنین گرانترین روش است، زیرا به تجهیزات پروب نیاز دارد.
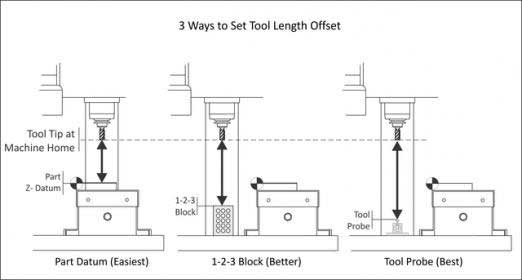
تصویر از آفست عملی
همه اش را بزار کنار هم (جمع بندی کنیم)
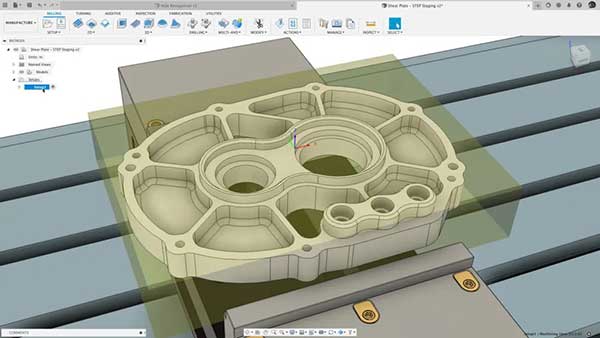
اکنون که همه اصول مختصات خود را آماده کرده ایم، بیایید مجموعه ای از کارهای نمونه را مرور کنیم. ما از قطعه ای استفاده می کنیم که قبلاً به صورت دستی ماشین کاری شده بود تا یک شکل بیرونی تعریف شود. اکنون باید از یک دستگاه CNC برای سوراخ کردن تعدادی سوراخ، پاکت تراشی و یک شیار استفاده کنیم.
قطعه کار شماره 1
ابتدا باید محورها و نقطه مبدا خود را ایمن و ایجاد کنیم:
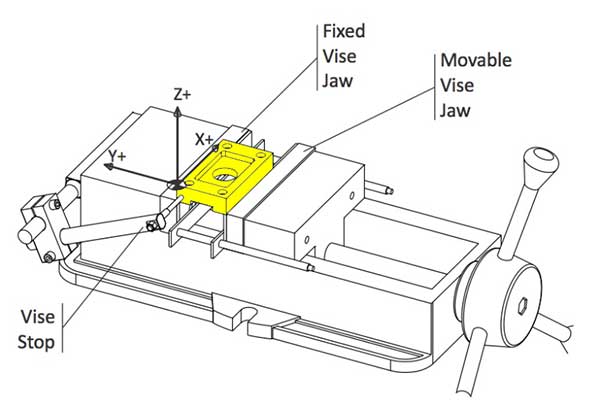
- این قطعه در یک گیره بسته می شود، و به محورهای قابل مشاهده است.
- این امر باعث می شود که محور ایکس WCS با محور X دستگاه در یک راستا باشد.
- در سمت چپ قطعه کار یک پین موقعیت دهنده (Vise Stop) قرار دارد. این یک مبدا محور X قابل تکرار را ایجاد می کند.
- از آنجایی که یکی از فک های گیره ثابت است، می توانیم از این فک برای تعیین مبدا محور Y قابل تکرار استفاده کنیم و این مکان را با کمک یک یاب یاب یا پروب پیدا کنیم.
با نصب WCS، دستگاه ما اکنون موقعیت قطعه را نسبت به مختصات داخلی خود درک می کند. فرآیند ماشینکاری با ماشینکاری پاکت تراشی و سوراخکاری در سمت اول قطعه آغاز می شود.
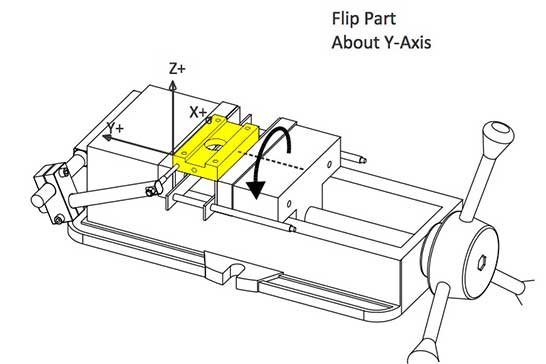
قطعه کار شماره 2
حالا باید قطعه را برگردانید تا در طرف دیگر ماشن کاری شود. از آنجایی که ما فقط قطعه را 180 درجه چرخاندیم، کانتور بیرونی متقارن بود، و افست های X و Y قبلی قابل تکرار بودند، WCS تغییر نخواهد کرد. ما همچنین از همان ابزار استفاده می کنیم تا بتوان از همان Z offset استفاده کرد.
یکی از متغیرهای مهمی که در اینجا باید به خاطر داشته باشید، نیروی گیره است. اگر قبلاً آن را در کارگاه خود ندیدهاید، ماشینکارها معمولاً موقعیت بسته یک دسته را با یک نشانگر سیاه علامتگذاری میکنند یا از یک آچار گشتاور استفاده میکنند. چرا آنها این کار را انجام می دهند؟ برای ایجاد فشار گیره ثابت هنگام حرکت یا چرخش قطعات. تغییر در فشار بستن می تواند منجر به تفاوت در موقعیت یک قطعه یا سایر خرابی ها مانند تغییر شکل یا خم شدن قطعه، بسته به هندسه قطعه شود. با فرض اینکه نیروی گیره ما کم و بیش یکسان باشد، اکنون می توان قطعه کار 2 را ماشین کاری کرد.[1]https://www.autodesk.com//
قطعه کار شماره 3
اکنون باید سوراخ هایی را دریل کنیم که نیاز به ایستادن قطعه در انتهای آن دارد. این چرخش خاستگاه XY WCS را تغییر نمی دهد. با این حال، ما اکنون فاصله پیمایش کوتاه تری بین ابزار و قطعه خود داریم.
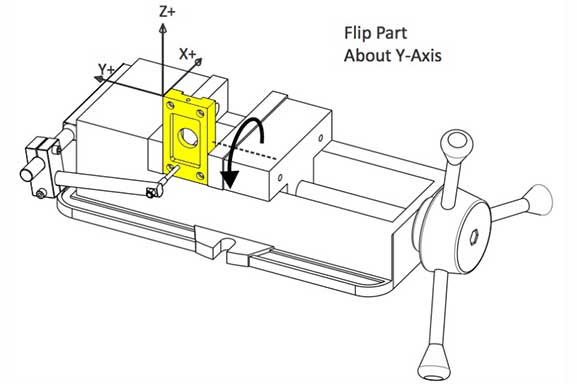
این امر مستلزم استفاده از یک افست جدید است که نقطه مبدا را به گوشه بالای قطعه منتقل می کند. ما همچنین برای افزایش سطح چسبندگی موازی ها را حذف کردیم و Vice Stop را پایین آوردیم، بنابراین به جای پاکت تراشیده شده پایین، به سطح قطعه متصل می شود.
ما هنوز هم میتوانیم از دو صفحه کاری مرجع اصلی خود در اینجا برای تکمیل قطعه کار 3 استفاده کنیم.
این یک مثال ساده است؛ قطعه مربع است، مبدا XY برای هر سه تنظیم قابل تکرار بود، و حتی مبدا Z فقط یک بار تغییر کرد. اما روند فکری تراز کردن کار، تکرارپذیری و دقت ویژگیهای قبلی مهم است، و شما خواهید دید که آن مراحل اولیه را بارها و بارها طی میکنید.
شما اکنون دانش مختصات CNC و سیستم های مختصات کاری (WCS) فاصله بین مختصات داخلی دستگاه و برنامه CNC را می دانید. این سه سیستم برای مکان یابی دقیق و ماشین آلات قطعات با کیفیت ثابت بارها و بارها با هم کار می کنند.
منابع





