

بروزرسانیشده در دی 23, 1401
آفست کار نشان دهنده موقعیت قطعه کار است که در آن همه ی محورها در موقعیت صفر قرار دارند. هنگامی که ابزار در موقعیت مرجع است، در برنامه فاصله شروع کار از محور برش ابزار محاسبه می شود. اگر به ابزار افست ندهید، احتمال اینکه قطعه کار را بیشتر براده برداری کند وجود دارد. ما می توانیم این را از طریق تراش CNC درک کنیم، فاصله از موقعیت مرجع تا قطر (Z) قطعه کار و محور (X) که فاصله لمس ابزار است به عنوان افست کار در نظر گرفته می شود. به راحتی می توانید شکل زیر را درک کنید.
تفاوت های زیادی بین Tool offsets و Work offsets وجود دارد که در مقاله ای جدا مورد بررسی قرار خواهد گرفت.
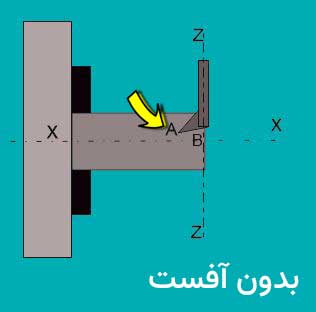
موقیعت ابزار نسبت به قطعه کار بدون آفست
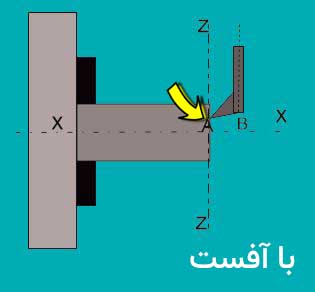
موقیعت ابزار نسبت به قطعه با تنظیم آفست قطعه کار
ابتدا ابزاری را برای افست گیری انتخاب میکنیم. می توانید ابزار شماره 1 را مشاهده کنید. T0101
مرحله 1: اول از همه دستگاه رو رفرنس [1]Reference میکنیم.
- کلید “REF” را فشار دهید. (Reference)
- کلید “+x” را فشار دهید.
- کلید “+z” را فشار دهید. (ابزار در موقعیت مرجع قرار میگیرد)
مرحله 2: کلید “MDI” را فشار دهید.
مرحله 3:
- کلید “PROG” را فشار دهید. (در حالت برنامه، دستور ابزار T0101 را می دهیم)
- دستور T0101 را در سیستم تایپ کنید.
- کلید “EOB” را فشار دهید (برای تکمیل بلوک).
- کلید “INSERT” را فشار دهید.
مرحله 4: کلید “CYCLE START” را فشار دهید. (اگر ابزار شماره 1 شما در موقعیت کاری نباشد، در موقعیت کاری قرار می گیرد.)
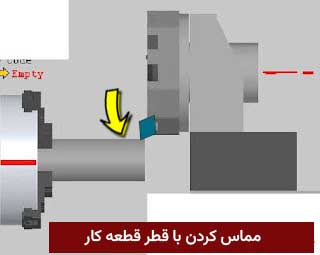
مرحله 5: اکنون باید لبه ابزار را با پیشانی و قطر قطعه کار برای تنظیم افست مماس کنیم. اما در اینجا ما آفست محور Z را می گیریم.
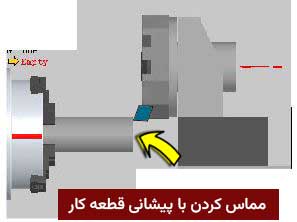
مماس کردن لبه ابزار را با پیشانی قطعه کار برای تنظیم افست
- کلید “Z یا X-axis” را فشار دهید (در صورت نیاز).
- کلید 100 میکرون را فشار دهید.
- سپس برجک ابزار را با هندویل (چرخ دستی) حرکت دهید تا لبه ابزار را به پیشانی قطعه کار مماس کنید.
آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) رو در اینجا ببنید!
مرحله 6: پس از مماس کردن ابزار؛ روی صفحه کنترلر، کلید “OFFSET” را فشار دهید.
مرحله 7: برای وارد کردن داده های افست باید:
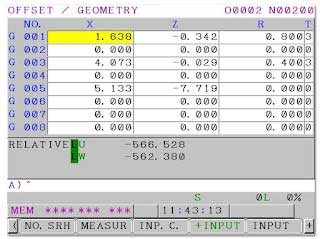
تنظیم جدول آفست در تراش CNC
- گزینه “GEOM” را که روی صفحه است با استفاده از کلید زیر اون انتخاب کنید.
- مکان نما را روی شماره ابزار تنظیم کنید. G 001 (ابزار شماره 1)
- سپس مکان نما را روی محور Z جلوی ابزار شماره بگیرید. G 001.
مرحله 8:
- کد Z0.0 را با استفاده از کلیدها تایپ کنید. سپس
- گزینه “MEASUR” را که روی صفحه است با استفاده از کلید نرم افزاری درست در زیر اون انتخاب کنید.
(در اینجا ما مقدار آفست محور z را در ستون z مشاهده کردیم)
مرحله 9: حالا می خواهیم آفست محور x را بگیریم. ما می خواهیم در اینجا همان کاری را که در محور z انجام دادیم انجام دهیم.
مماس کردن لبه ابزار را با قطر قطعه کار برای تنظیم افست
- کلید “X یا Z-axis” را فشار دهید. (در صورت نیاز ابزار را در قطر قطعه کار مماس کنید.)
- سپس تارت (برجک ابزار) را با چرخ دستی (هندویل) حرکت دهید تا لبه ابزار را به قطر قطعه کار مماس کنید.
مرحله 10: برو روی صفحه کنترلر:
تنظیم جدول آفست در تراش CNC
- مکان نما را روی ستون X محور جلوی ابزار شماره تنظیم کنید. G 001
- کد X50 (قطر واقعی قطعه کار) را با استفاده از کلیدها تایپ کنید.
- گزینه “MEASUR” را که روی صفحه است با استفاده از دکمه نرم افزاری درست در زیر اون انتخاب کنید.
(در اینجا ما مقدار افست محور X را در ستون X مشاهده کردیم)
مرحله 11: ابزار را با استفاده از حالت “REF” به موقعیت رفرنس ببرید
- کلید “REF” را فشار دهید.
- کلید “+X” را فشار دهید.
- کلید “+Z” را فشار دهید.
منابع





5 دیدگاه
سلام در مورد T0102کمک کنید
درود لطفا سوال یا مشکل را مطرح کنید.
سلام خسته نباشید یه سوال داشتم
در دستگاه تراش cnc فانوک اصولا هنگام افست گیری محور x قطر کلی قطعه کار را میزنیم طبق مطالب بالا مثلا قطر 50 ولی تراش cnc در سیستم زیمنس من دیدم از دترماین همون ماشین حساب مثلا برا قطر 50 تو ماشین حساب دستگاه تقسیم بر 2 میشه ینی برا محور x شعاع در نظر میگیرن همون 25
میشه. راهنمایی کنید چه فرقی دارن این دو دستگاه
درود بر شما. در زیمنس هم میشه قطری داد اینها بستگی به پارامترهای ماشین دارد که ما قطری تنظیم کرده باشیم یا شعاعی دارد(پیشنهاد میشه در صورت عدم آشنایی به پارامترها، عددی را تغییر ندهید). اما بهتر است شما قطر را تقسیم بر دو کنید و به اینصورت آفست x را محاسبه کنید. هر دو روش امکان پذیر هست در پستی جدید در سایت قرار خواهیم داد.
T01 شماره قلم یا رنده 02شماره افست در لیست افست گیری