بروزرسانیشده در دی 28, 1401
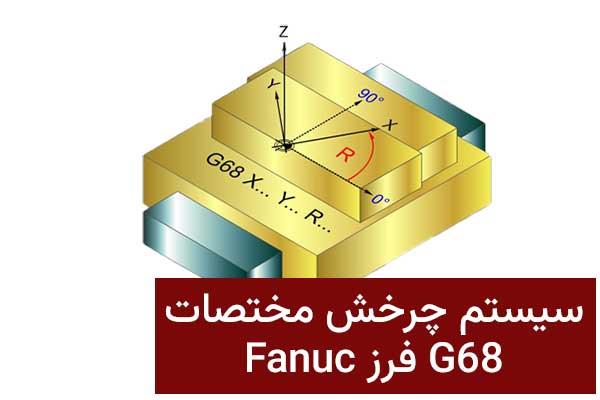
جی کد G68 چیست؟ سیستم های مختصات چرخشی G68 برای برنامه فرز فانوک Fanuc
فرمان G68 برای نمایش عملیات در یک زاویه استفاده می شود.
چرخش مختصات G68
اجرای الگوی عملیات را در زاویه چرخش برای ماشینکار cnc آسان می کند.
به طور خلاصه: با تعیین زاویه چرخش با G68 در برنامه، ماشینکاری واقعی بر روی مختصات چرخیده انجام می شود.
شما می توانید نقطه مرکز و زاویه چرخش را مشخص کنید و کل الگوی عملیات در آنجا اجرا می شود.
G68
برنامه نویسی:
G68 X… Y… R
- X و Y: مختصات مرکز چرخش
- R: زاویه چرخش (R+ = خلاف جهت عقربه های ساعت)
نکته: اگر مقادیر X و Y با چرخش مختصات G68 برنامه ریزی نشده باشند، موقعیت فعلی ابزار به مرکز قطب چرخش تبدیل می شود.
نکته: اگر G68 با کد G91 (حالت افزایشی) مشخص شده باشد، X، Y و R به عنوان مقادیر افزایشی تعیین می شوند.
G69 لغو چرخش مختصات
چرخش باید با G69 پس از پایان لغو شود.
G69
مثال برنامه نویسی با جی کد G68
مثال شماره 1:
در شکل زیر ما مختصات افست گوشه (0,0) را فرض کنیم، در این شکل به قطر 20 در 45 درجه فقط یک بار و عمق سوراخکاری 15 است.
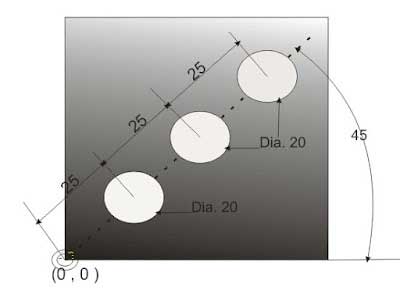
برنامه نویسی با جی کد G68
O1423 N10 M06 T05 N20 G00 G90 G40 G80 G17 G21 N30 M03 S1500 N40 G54 X25 Y0 N50 M08 N60 G43 Z100 H4 N70 G81 Z:15 R5 G98 F300 N80 G68 X25 Y0 R45 N90 X50 N100 X75 N110 G80 G69 N120 G00 Z100 N130 M05 M09 M30
شرح برنامه:
- O1423: نام برنامه اصلی
- N10: دستور تغییر ابزار، ابزار شماره 5 را انتخاب کنید.
- N20: دستور سریع، برنامه در مختصات مطلق، کنسل جبران شعاع ابزار، کنسل سیکل ها (اگر استفاده کنیم)، صفحه XY، ورودی متریک (همه اندازه به میلی متر)
- N30: اسپیندل در جهت عقربه های ساعت روشن است، سرعت 1500 دور در دقیقه است.
- N40: دستور سیستم های مختصات کار (مقدار XY مختصات را تنظیم کنید)، که در آن X25 و Y0
- N50: خنک کننده روشن است
- N60: جبران افست ارتفاع ابزار Z100 و H4 (ما ارتفاع ابزار را برای تنظیم می کنیم)
- N70: فرمان سوراخکاری ساده، عمق سوراخکاری 15 است، R5 برگشت به سطح مرجع است (یعنی ابزار تا 5 میلی متر بالا می رود و سپس برای شروع حفاری بعدی به پیشروی می رود)، نرخ پیشروی در دقیقه F300 است.
- N80: فرمان سیستم های مختصات را بچرخانید، که در آن X25، Y0 با زاویه 45 درجه (سوراخکاری اول)
- N90: مته بعدی در طول X فاصله 50 است.( سوراخکاری دوم)
- N100: دریل بعدی در طول X مسافت 75 است. ( سومین سوراخکاری)
- N110: لغو فرمان سیکل، لغو فرمان چرخش سیستمات.
- N120: حرکت سریع، ابزار بالای 100 می رود
- N130: اسپیندل خاموش، خنک کننده خاموش کننده، پایان برنامه اصلی.
برای کسب اطلاعات بیشتر در مورد آموزش CNC آشنایی و کاربرد جی کد و ام کدها، آموزش برنامه نویسی سی ان سی ما رو ببنید.
مثال شماره 2:
مثال برنامه چرخش مختصات
اجرای الگوی عملیات را در زاویه چرخش برای ماشینکار cnc آسان می کند.
در اینجا یک مثال اصلی برنامه نویسی cnc است که به درک عملکرد واقعی چرخش مختصات G68 کمک می کند.
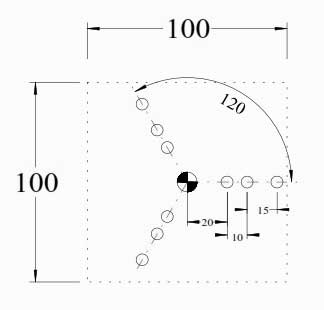
نمونه برنامه Fanuc G68
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X20 Y0 S1500 M3 G43 Z100 H1 Z5 G81 R3 Z-20 F100 M8 X30 X45 G68 X0 Y0 R120 X20 Y0 X30 X45 G68 X0 Y0 R240 X20 Y0 X30 X45 G69 G80 G00 G90 Z100 M30