
فهرست مطالب:
بروزرسانیشده در اردیبهشت 26, 1402
از تراش های سنتی 2 محوره تا تراش های گران قیمت 6 محوره CNC، تعداد محورها در یک تراش بسیار متفاوت است. انعطافپذیری ماشین تراش برای انجام عملیات به تعداد محورهای دستگاه بستگی دارد. ماشینهای تراش CNC مدرن دارای سیستمهای چند محوره هستند که امکان ماشینکاری هندسههای پیچیده را با سیکل ها، سریع فراهم میکنند. در این مقاله راهنمای گرافیکی مفصلی در مورد سیستم محوری ماشین های تراش ارائه می شود.
سیستم تراش دو محوره دستی
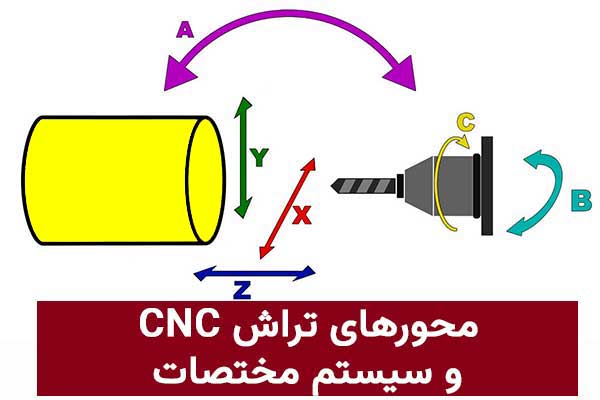
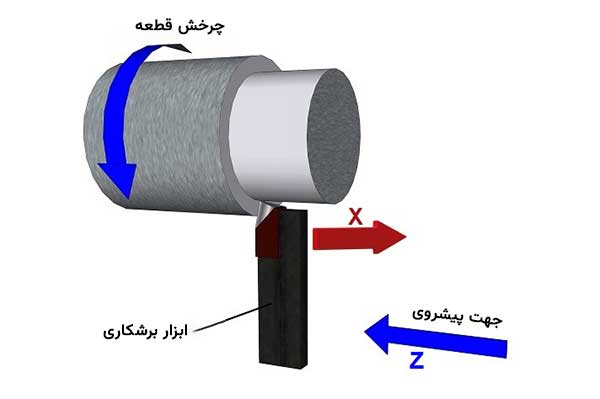
سیستم محوری ماشین تراش دستی معمولاً از 2 محور تشکیل شده است که در آن ابزار در امتداد محور X (جانبی) از جلو به عقب و در امتداد محور Z (محور) از چپ به راست حرکت می کند. با این حال، ماشینهای تراش CNC مدرن میتوانند تا 6 محور داشته باشند که X، Y و Z محورهای خطی و A، B و C محورهای چرخشی مربوطه هستند.
یک ماشین تراش معمولی شامل یک مجموعه سه نظام و اسپیندل است که قطعه کار را نگه می دارد و آن را با RPM بالا می چرخاند. و ابزار بر روی ساپورت که در امتداد محور X و Z حرکت می کند تا عملیات ماشینکاری مورد نظر را انجام دهد، ثابت می شود.
تراش دو محوره
یک ماشین تراش دو محوره می تواند عملیاتی مانند روتراشی، پیشانی تراشی، مخروطی کردن، قلاویز، رزوه زدن، سوراخ کردن، بورینگ کاری یا داخل تراشی و غیره را انجام دهد.
اگرچه ماشین های تراش دو محوره می توانند تقریباً تمام عملیات تراشکاری را انجام دهند، اما ماشین های تراش با سیستم های محور بالاتر می توانند کارهای مشابه را با دقت بیشتر و در زمان کمتری انجام دهند.
محورهای مختلف مورد استفاده در تراش های CNC
خلاصه تمام محورهای مورد استفاده در تراش CNC
| محور | کاربرد محورها |
|---|---|
| X-axis | عمق برش (جلو/پشت قطعه کار) |
| Z-axis | حرکت محوری ابزار برش (چپ/راست) |
| Y-axis | عمود بر X و Z (حرکت بالا/پایین) |
| A-axis | چرخش حول محور X (رول – Roll) |
| B-axis | چرخش حول محور Y (پیچ – Pitch) |
| C-axis | چرخش حول محور Z (یا – Yaw) |
| U-axis | موازی با محور X (افزایش/کاهش در جهت X) |
| V-axis | موازی با محور Y (افزایش/کاهش در جهت Y) |
| Z-axis | موازی با محور Z (افزایش/کاهش در جهت Z) |
تراش های کنترل عددی کامپیوتری (CNC) نسخه پیشرفته ای از ماشین های تراش سنتی هستند که در آن یک سیستم کامپیوتری تغذیه و سرعت های مختلف عملیات ماشینکاری را کنترل می کند.
کار با این ماشینهای CNC به مهارتهای طراحی خوب برای آمادهسازی طرح و یک نرمافزار CNC نیاز دارد که طرح را به Gکدهای مربوطه تبدیل میکند. این جی کدها اطلاعات را به سیستم کنترل کننده منتقل می کنند و حرکت را در امتداد محور مورد نظر منتقل می کنند.
1. محورهای خطی
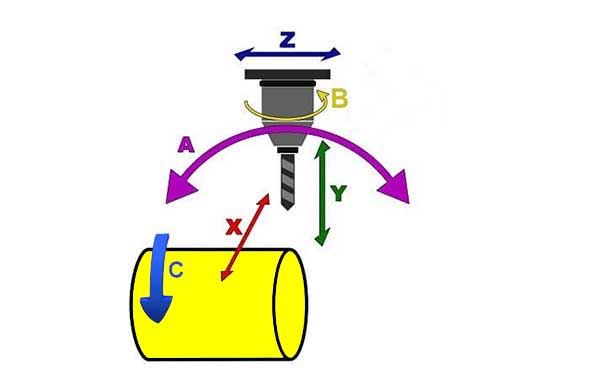
محورهای خطی شامل محورهای پایه X، Y و Z هستند که حرکت ابزار برش را به ترتیب در امتداد عمودی، افقی و عمق قطعه کار هدایت می کنند. محورهای X، Y و Z یک دستگاه CNC را با 3 درجه آزادی ارائه می دهند، به این معنی که ابزار می تواند آزادانه در صفحه XYZ حرکت کند.
یک ماشین تراش CNC ساده از یک سیستم 2 محوره (محور X و Z) مشابه تراش سنتی (تراش دستی) استفاده می کند و می تواند برای اتوماسیون عملیات تراش اولیه استفاده شود.
2. محورهای چرخشی
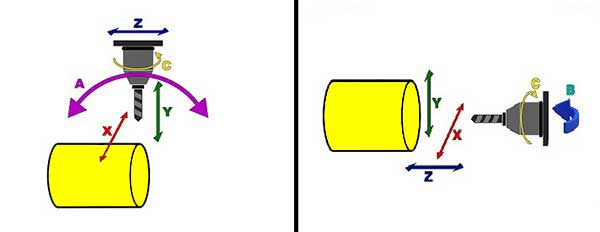
محورهای چرخشی قابلیت چرخش قطعه کار یا ابزار برش را در امتداد محور X، Y یا Z فراهم می کنند و این محورها به ترتیب A، B و C نامیده می شوند.
- محور A محور چرخشی مربوط به محور X است و حرکت ابزار در امتداد محور A به عنوان “roll” شناخته می شود.
- در حالی که محور B، محور چرخشی مربوط به محور Y است و حرکت در امتداد این محور به عنوان “pitch” شناخته می شود.
- به طور مشابه، محور C مربوط به چرخش حول محور Z است و حرکت در امتداد این محور به عنوان “yaw” شناخته می شود.
این محورها به طور کلی چرخش 180 درجه را برای ابزار در صفحات مربوطه خود ایجاد می کنند و به درجه آزادی موجود در دستگاه CNC می افزایند.
یک ماشین تراش CNC با انعطاف پذیری چرخش ابزار حول این محورها می تواند هندسه های پیچیده ای را با دقت بالاتر و سریعتر ایجاد کند.
3. محورهای افزایشی
سیستم محورهای افزایشی شامل محورهای U، V و W است که برای سهولت برنامه نویسی CNC استفاده می شود . بر خلاف سایر محورها، محور افزایشی هیچ درجه آزادی اضافی برای ماشین ایجاد نمی کند. اینها محورهای ثانویه هستند و به موازات سیستم محور X، Y و Z خطی در نظر گرفته می شوند.
از محورهای U، V و W برای ایجاد افزایش در هنگام قرار دادن ابزار به ترتیب در امتداد محور X، Y و Z استفاده می شود.
تراش CNC چند محوره
به غیر از تراش های 2 محوره سنتی که از سیستم های محور XY و UZ استفاده می کنند، تراش های مدرن CNC مختلفی وجود دارند که می توانند سیستم های 3، 4، 5 و حتی 6 محوره داشته باشند.
این ماشین ها برای انجام عملیات ماشینکاری پیچیده با سرعت و دقت بالا مورد استفاده قرار می گیرند.
1. تراش CNC سه محور
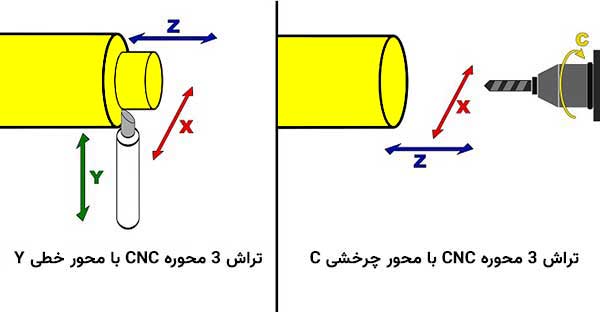
تراش سه محوره CNC
تراش CNC سه محوره از یک ابزار برش تشکیل شده است که می تواند در امتداد محور X و Z معمولی با یک حرکت اضافی در امتداد محور Y حرکت کند. این به درجه آزادی دستگاه می افزاید و به سیستم CNC اجازه می دهد تا ابزار را در صفحه XYZ قرار دهد.
به طور کلی، اکثر تراش های CNC خوب برای فلزکاری از یک سیستم 2 یا 3 محوره تشکیل شده است.
کاربردهای تراش سه محوره :
- افزودن محور Y حرکت اضافی ابزار برش را امکان پذیر می کند و در نتیجه ماشینکاری آسان منحنی ها و خطوط را تسهیل می کند.
- این نوع تراش 3 محوره قابلیت ادغام تعویض ابزار اتوماتیک با دستگاه CNC را نیز فراهم می کند.
- تارت ابزار در امتداد صفحه XYZ حرکت می کند و خود را برای عملیات تعویض خودکار ابزار قرار می دهد، که ماشینکاری سریعتر را تسهیل می کند و بهره وری را افزایش می دهد.
2. تراش CNC چهار محور
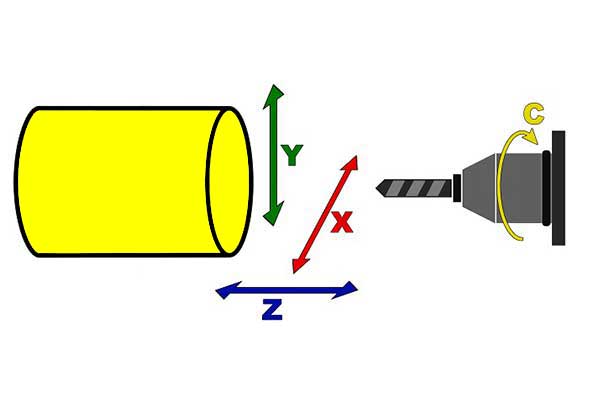
تراش CNC چهار محور
یک ماشین تراش CNC چهار محوره از محورهای X، Y و Z به همراه یک محور C چرخشی تشکیل شده است. این نوع تراش می تواند عملیات همه کاره را انجام دهد و از تعویض خودکار ابزار پشتیبانی می کند.
به طور کلی، هنگام استفاده از ابزار دوار (محور C)، قطعه کار ثابت نگه داشته می شود و ابزار دوار مواد را براده برداری می کند، در نتیجه یک تراش سی ان سی 4 محوره را به یک ایستگاه فرز/تراش تبدیل می کند.
کاربردهای تراش 4 محوره :
- محور C چرخشی عملکرد دستگاه را افزایش می دهد و به آن اجازه می دهد تا عملیات فرزکاری و تراشکاری یا سوراخکاری را روی قطعه کار انجام دهد.
- این نوع تراش CNC به عنوان تراش چند کاره یا تراش هیبریدی نیز شناخته می شود، زیرا می تواند عملیات تراش و فرز را انجام دهد.
- ابزار چرخان با سرعت بالا را می توان در هر نقطه از صفحه XYZ قرار داد تا مواد را از موقعیت مورد نظر خارج کند.
- تراش های سی ان سی 4 محوره می توانند کناره قطعه کار را برش داده و فرز کاری کنند و روی سطوح منحنی حکاکی کنند. از این تراش ها می توان برای ساخت چرخ دنده ها استفاده کرد.
- بنابراین با افزایش سرعت و عملکرد تراش CNC بهره وری را افزایش می دهد.
آموزش CNC و برنامه نویسی دستگاههای تراش و فرز CNC را در اینجا مشاهده کنید.
3. تراش CNC پنج محور
تراش CNC پنج محوره
یک ماشین تراش سی ان سی 5 محوره می تواند 3 حرکت خطی و هر دو حرکت از سه حرکت چرخشی را انجام دهد. به طور کلی این ماشینها از سیستم محوری XYZAC یا XYZBC تشکیل شدهاند و میتوانند از 5 سمت مختلف به قطعه کار برای ماشینکاری دسترسی داشته باشند.
این ماشینها بسیار دقیق هستند و میتوانند تقریباً هر شکل پیچیدهای را با سریع تولید کنند.
کاربردهای تراش 5 محوره :
- توانایی کنترل ابزار و دسترسی به قطعه کار از 5 محور مختلف، آن را قادر می سازد تقریباً هر عملیات فرزکاری و تراشکاری را روی یک دستگاه انجام دهد.
- این بهترین راه حل برای تولید اجزای پیچیده است که در غیر این صورت نیاز به جهت گیری مجدد قطعه کار در صورت انجام در یک تراش 3 یا 4 محور دارد.
4. تراش CNC شش محور
تراش CNC شش محور
تراش های سی ان سی 6 محوره ماشین های پیچیده ای هستند که تقریباً می توانند هر عملیات ماشینکاری را انجام دهند. این ماشینها میتوانند از 6 طرف به قطعه کار دسترسی داشته باشند که امکان تولید هر شکل پیچیده را بدون نیاز به توقف فرآیند جهتدهی مجدد قطعه کار فراهم میکند.
با این حال، این ماشینها را میتوان در واحدهای تولیدی بسیار پیچیده یافت که در پروژههای پزشکی و اکتشاف فضایی یا نظامی کار میکنند.
تراش CNC 6 محوره یک دستگاه همه کاره است که می تواند عملیات تراش، فرز، سوراخکاری و غیره را انجام دهد.
برنامه نویسی فرآیند ماشینکاری 6 محوره CNC یک کار بسیار پیچیده است و نیاز به یک ماشینکار بسیار ماهر برای طراحی فرایند و برنامه ریزی دارد.
برای درک بهتر، حرکات مختلف تراش CNC 6 محوره را می توان در ویدیوی زیر مشاهده کرد.
تفاوت محور UVW با XYZ در ماشین تراش
برنامه نویسی ماشین تراش CNC شامل موقعیت یابی ابزار با استفاده از جی کدها است. این جی کدها مختصات را در صفحه XYZ تعیین می کنند تا ابزار را به طور دقیق در موقعیت مکانی قرار دهند و در نتیجه عمل ماشینکاری مورد نظر را انجام دهند.
ابزار را می توان با استفاده از مختصات مطلق یا با سیستم مختصات افزایشی در محل کار قرار داد.
برای درک تفاوت بین سیستم های محور UVW و XYZ، ابتدا باید تفاوت بین مختصات مطلق و افزایشی را درک کنیم.
مختصات مطلق و مختصات افزایشی
- مختصات مطلق ابزار برش را با توجه به نقطه مبدا یا نقطه صفر در محل مورد نظر قرار می دهد.
- در حالی که مختصات افزایشی ابزار برش را با توجه به موقعیت فعلی آن جابجا می کند.
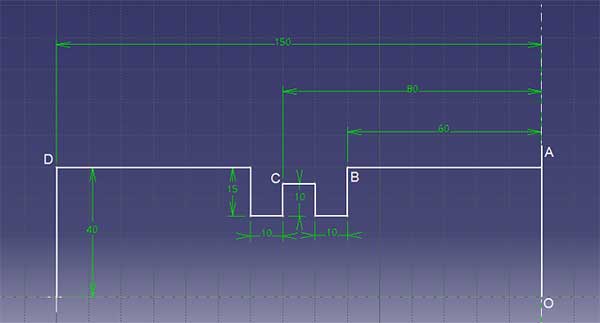
مثال زیر را در نظر می گیریم که در آن از مختصات موقعیتی برای انجام کار زیر استفاده می کنیم.
برنامه نویسی مطلق
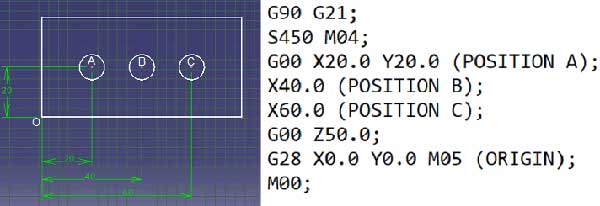
- در اینجا، G90 سیستم مختصات مطلق را فعال می کند و G21 واحدها را بر روی میلی متر تنظیم می کند.
- خط بعدی، S450 M04، سرعت برش و جهت چرخش ابزار را تعیین می کند.
- دستور “G00 X20.0 Y20.0” حرکت سریع ابزار را به موقعیت “A” نشان می دهد، جایی که مختصات X و Y ،بیست (20) هستند.
- در مرحله بعد، دستگاه را نشان میدهیم که مختصات محور Y را ثابت نگه دارد و ابزار برش را به موقعیت «B» منتقل میکنیم، جایی که مختصات X با توجه به نقطه مبنا برابر با 40 است.
- به طور مشابه، ما ابزار برش را به موقعیت ‘C’ منتقل می کنیم، جایی که مختصات محور X با توجه به نقطه مبنا برابر با 60 است.
- سپس با متوقف کردن اسپیندل و فراخوانی آن به نقطه مبدا ‘O’، فرآیند را پایان می دهیم.
به طور مشابه، ما می توانیم همان کار را با استفاده از مختصات افزایشی انجام دهیم.
برنامه نویسی افزایشی
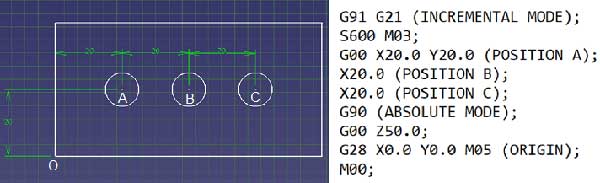
- در خط اول، G91 حالت افزایشی را فعال می کند و G21 واحدهای ابعادی را روی میلی متر تنظیم می کند.
- خط بعدی، S600 M03، سرعت برش و جهت چرخش را تعیین می کند.
- سپس G-code، G00 X20.0 Y20.0، ابزار را در جایی قرار می دهد که مختصات X و Y برابر با 20 باشد (موقعیت ‘A’).
- برخلاف حالت مطلق، در اینجا ما ابزار را با افزایش 20 واحدی در جهت X به موقعیت “B” منتقل می کنیم.
- به طور مشابه، ما ابزار را با افزایش 20 واحد دیگر نسبت به موقعیت فعلی آن (B) به موقعیت ‘C’ منتقل می کنیم.
این بدان معنی است که آنها فعال باقی می مانند مگر اینکه کُد دیگری را برای شروع برنامه ریزی کنید.
- بنابراین در خط بعدی از دستور G90 برای فعال کردن سیستم مختصات مطلق استفاده می کنیم و با توقف اسپیندل و فراخوانی آن به نقطه مبدا، فرآیند را پایان می دهیم.
سیستم محوری UVW و XYZ
سیستم محوری UVW مشابه حالت افزایشی عمل می کند، اما مزیت استفاده از هر دو سیستم مختصات مطلق و افزایشی را به صورت ترکیبی فراهم می کند.
این امر با حذف نیاز به محاسبات پیچیده برای قرار دادن ابزار با توجه به نقطه مبدا، برنامه نویسی را ساده می کند و در زمان صرفه جویی می کند. به طور کلی، تراش CNC دو محوره از مختصات XZ و UW برای برنامه ریزی فرآیند ماشینکاری استفاده می کند.
این را می توان با در نظر گرفتن مثال تراش CNC که عملیات تراشکاری را انجام می دهد و شیارهایی را روی سطح قطعه کار استوانه ای ایجاد می کند درک کرد.
مسیر ابزار برای ماشینکاری تراش قطعه
برای این عملیات، موقعیت ابزار را می توان با استفاده از هر دو سیستم محوری افزایشی (U, W) و مطلق (X, Z) بدست آورد.
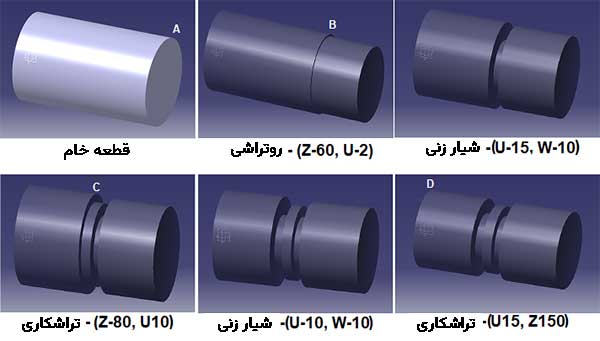
نمونه ای از برنامه نویسی افزایشی در ماشین تراش
- مختصات X42 ابزار برش را در گوشه لبه جلویی (A) قطعه کار قرار می دهد.
- سپس می توانیم از مختصات Z-60، U-2 برای انجام عملیات تراشکاری و رسیدن به نقطه B استفاده کنیم.
- به دنبال آن U-15. W-10 برای انجام عملیات تراشکاری و ایجاد شیار مورد نظر در سطح قطعه کار.
- به همین ترتیب، میتوانیم از Z-80، U10 برای قرار دادن ابزار در C استفاده کنیم، سپس از U-10، W-10 برای ایجاد شیار دوم روی قطعه کار و سپس Z-150، U15 برای انجام عملیات تراشکاری و رسیدن به نقطه D استفاده کنیم. .
بنابراین، استفاده از ترکیب سیستم های محور XZ و UW فرآیند را ساده می کند و در زمان محاسبه مختصات مطلق برای هر افزایش موقعیتی در فرآیند ماشینکاری صرفه جویی می کند.
سوالات متداول
درجه آزادی (DOF) حداکثر تعداد حرکات مستقلی را که یک ماشین می تواند انجام دهد را مشخص می کند. به طور کلی، درجه آزادی یک ماشین CNC برابر است با تعداد محورهایی که می تواند حرکت کند.
یک دستگاه CNC معمولی می تواند حداکثر دارای سیستم 6 محوره باشد. با این حال، برخی از ماشینهای CNC از 2 سر با سیستم 6 محور جداگانه در هر کدام تشکیل شدهاند. بنابراین، آن را به یک دستگاه CNC 12 محور تبدیل می کنیم.
چنین ماشین های تراش می توانند عملیاتی مانند تراشکاری، رزوه کاری، فرز، بورینگ کاری، سوراخ کردن، آج زنی و غیره را بر روی قطعات بسیار کوچکی که عموماً در صنعت ساعت استفاده می شوند، انجام دهند.





