بروزرسانیشده در بهمن 4, 1401
سیکل G70 می تواند برای پرداخت کاری به مسیرهای خشن کاری شدن با سیکل های G71، G72 و G73 استفاده شود.
سیکل G71 برای روتراشی یا داخل تراشی خشن و سیکل G72 برای کف تراشی خشن در تراش CNC است.
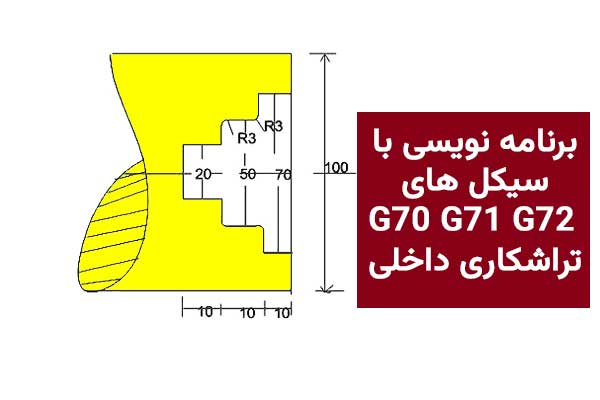
برنامه تراشکاری با سیکل های G70 G71 G72
02420 N10 G90 G21 G99 F0.25 N20 G50 S1500 N30 M06 T01 01 [ROUGH FACING FOR OUTER DIA . ] N40 M03 G96 S200 N50 M08 N60 G28 U0 W0 N70 G00 X105 Z2 N80 G72 W2 R1 N90 G72 P100 Q120 N100 G00 Z0 G41 N110 G01 X-2 N120 G00 X105 Z2 G40 N130 G28 U0 W0 N140 M06 T04 04 [ ROUGH TURNING FOR INTERNAL DIA .] N150 M03 G96 S200 N160 G00 X50 Z2 N170 G71 U0.5 R1 N180 G71 P190 Q290 U0.5 W0.1 N190 G00 X72 G41 N200 G01 Z0 F0.15 N210 G01 X70 N220 G01 Z:10 N230 G01 X56 N240 G03 X50 Z:13 I0 K3 N250 G01 Z:17 N260 G02 X44 Z20 I3 K0 N270 G01 X20 N280 G01 Z:30 N290 G00 X72 Z2 G40 N300 M06 T05 05 [FINISHING CYCLE] N310 M03 G96 S200 N320 G00 X50 Z2 N330 G70 P190 Q290 F0.15 N340 G28 U0 W0 N350 M05 M09 M30
- در بلوک N30 خشن تراشی پیشانی قطعه کار
- در بلوک N140 خشن تراشی داخل قطعه کار
- در بلوک N300 سیکل پرداخت کاری
شرح برنامه اصلی:
N10: سیستم مختصات مطلق، ورودی متریک بر حسب میلی متر، تغذیه در هر دور. پیشروی 0.25 است
N20: فرمان حداکثر سرعت اسپیندل، سرعت 1500 دور در دقیقه است
N30: دستور تغییر ابزار، شماره ابزار 1 را انتخاب کنید.
N40: اسپیندل روشن در جهت عقربه های ساعت، فرمان سرعت سطح ثابت، سرعت 200 است
N50: خنک کننده روشن
N60: دستور نقطه مرجع، که در آن X0 و Z0
N70: دستور حرکت سریع، که در آن X105 و Z2
N80: سیکل کف تراشی، 2 میلیمتر عمق نفوذ هر پاس در راستای Z و 1 میلیمتر مقدار بلند شدن ابزار از روی کار
N90: شروع عملیات سیکل تراشی از بلوک شماره. 100 و پایان عملیات سیکل تراشی در بلوک شماره. 120، نرخ تغذیه برای برش خشن 0.25 میلی متر در دور
N100: دستور حرکت سریع، جایی که X105 و Z0، و فعال کردن جبران شعاع ابزار سمت چپ
N110: جی کد G01 X-2 یعنی برو به قطر بیرونی، ابزار درست زیر خط محور x.
N120: فرمان حرکت سریع، که در آن X105 و Z2، جبران شعاع ابزار خاموش است
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
N130: دستور نقطه مرجع، که در آن X0 و Z0
N140: دستور تغییر ابزار، شماره ابزار 4 را انتخاب کنید.
N150: اسپیتدل روشن در جهت عقربه های ساعت، فرمان سرعت سطح ثابت، سرعت 200 است
N160: دستور حرکت سریع، که در آن X50 و Z2
N170: سیکل داخل تراشی، عمق برش در امتداد محور ایکس 0.5 میلی متر و فاصله بلند شدن ابزار 1 میلی متر است.
N180: سیکل داخل تراشی، شروع عملیات سیکل از بلوک شماره. 190 و پایان عملیات سیکل در بلوک شماره. 290، مقدار بار باقی مانده در امتداد محور ایکس 0.5 و محور Z و 0.1 است.
N190: دستور حرکت سریع، جایی که X72 و Z2، جبران شعاع ابزار از سمت چپ
N200: دستور حرکت آهسته، که در آن X72 و Z 0، نرخ تغذیه 0.15.
N210: دستور حرکت آهسته، که در آن X70 و Z0
N220: دستور حرکت آهسته ، که در آن X70 و Z:10
N230: دستور حرکت آهسته ، که در آن X56 و Z:10
N240: درون یابی دایره ای در خلاف جهت عقربه های ساعت، که در آن X50، Z:13، شعاع در امتداد محور x 0 و شعاع در امتداد محور z برابر با 3 است.
N250: دستور حرکت آهسته ، که در آن X50 و Z:17
N260: درون یابی دایره ای در جهت عقربه های ساعت، که در آن X44، Z:20، شعاع در امتداد محور x 3 و شعاع در امتداد محور z 0 است.
N270: دستور حرکت آهسته ، که در آن X20 و Z:20
N280: دستور حرکت آهسته ، که در آن X20 و Z:30
N290: فرمان حرکت سریع، که در آن X72 و Z2، جبران شعاع ابزار خاموش است
N300: دستور تغییر ابزار، شماره ابزار 5 را انتخاب کنید.
N310: اسپیندل روشن در جهت عقربه های ساعت، فرمان سرعت سطح ثابت، سرعت 200 است
N320: دستور حرکت سریع، که در آن X50 و Z2
N330: سیکل پرداخت کاری، شروع عملیات سیکل از بلوک شماره. 190 و پایان عملیات سیکل در بلوک شماره. 290، نرخ تغذیه برای برش نهایی 0.1
N340: دستور نقطه مرجع، که در آن X0 و Z0
N350: اسپیندل خاموش ، خنک کننده خاموش، پایان برنامه