
بروزرسانیشده در شهریور 29, 1401
نه تنها میتوانیم با استفاده از سیکل خشن تراشی G71 در امتداد محور Z تراشکاری کنیم، بلکه میتوانیم با استفاده از سیکل G72 در راستای محور X نیز خشن تراشی را با سی ان سی انجام دهیم. G72 تقریباً مانند G71 عمل می کند اما در جهتی دیگر قطعه را براده برداری می کند.
سیکل G72 چیست؟
با این سیکل، ابزار را در امتداد محور X به سمت خط مرکزی قطعه برش میدهد. این زمانی استفاده می شود که بخواهیم پیشانی جلوی قطعه را بتراشیم یا می خواهیم مواد را در آن جهت براده برداری کنیم.
این سیکل با استفاده از یک برنامه فرعی که مابین یک سری از خطوط برنامه قرار دارد، کانتور مورد نظر را دنبال میکند و سپس با استفاده از دستور G72 آن زیربرنامه را فراخوانی و اجرا می کند. با استفاده از “U” و “W” برای باقی ماندن مواد برای پرداختکاری سطح قطعه استفاده می کنیم.
G72 سیکل پیشانی تراشی خشن
سیکل G72 از دو خط G-Code استفاده می کند تا به ماشین تراش ما بگوید که این چرخه تکرار چگونه عمل کند. برخی از ماشین ها ممکن است از نسخه تک خطی استفاده کنند که در پایان این مقاله به آن اشاره می کنیم.
هر دستور یا کلمه در این دو خط در زیر شکسته شده و توضیح داده شده است.
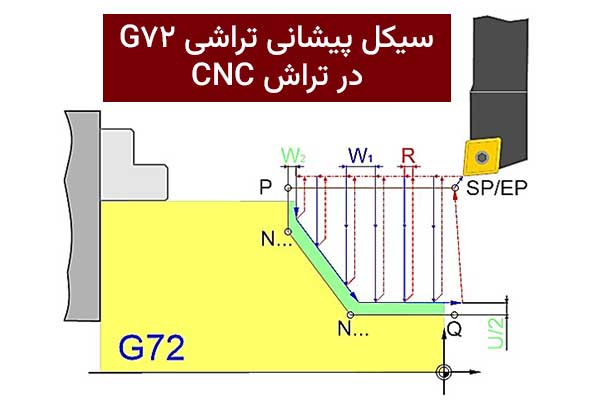
سیکل G72 در تراش CNC
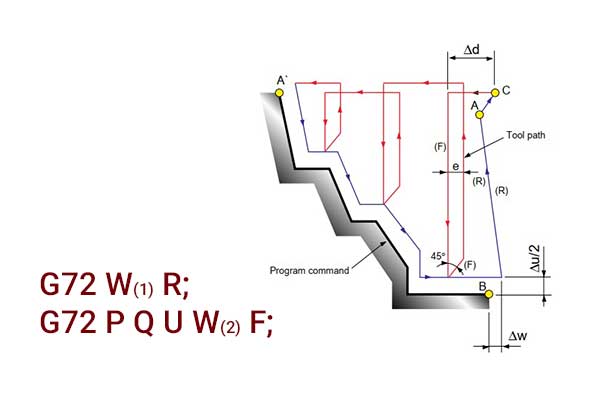
G72 W(1) R G72 P Q U W(2) F
- G72 : سیکل کفتراشی یا پیشانی تراشی
- W(1) : عمق برش
- R : سطح R
- P : خط اول زیر برنامه
- Q : آخرین خط زیربرنامه
- U : مقدار باقی مانده برای پرداخت در X
- W(2) : مقدار باقی مانده برای پرداخت در Z
- F : نرخ پیشروی
جی کد سیکل G72 به دستگاه CNC میگوید مایلیم از سیکل پیشانی برای خشن تراشی استفاده کنیم که به سمت خط مرکزی قطعه بریده میشود.
W در خط اول عمق برش در محور Z است.
R به فاصله ای که ابزار هنگام حرکت سریع به نقطه شروع بعدی از براده برداری، اشاره دارد.
مقادیر “P” و “Q” به ترتیب نقطه شروع و پایان زیربرنامه ما را مشخص می کنند. این مقادیر می تواند با اعداد ‘N’ زیربرنامه مطابقت داشته باشد. این شبیه کد زیر خواهد بود.
N200 زیربرنامه مسیر برش N300
- در مثال بالا، P برایر P200 و Q برایر Q300 خواهد بود، بنابراین آنها با اعداد ‘N’ مطابقت دارند.
- U در خط دوم G71 مقدار ماده ای را که می خواهیم برای یک پرداخت در X باقی بگذاریم را مشخص می کند.
- W در خط دوم مقدار ماده ای است که ما می خواهیم برای پرداخت در Z باقی بگذاریم.
- و F سرعت پیشروی ما است.
اگر علاقهمند به برنامه نویسی CNC هستید، دوره برنامه نویسی CNC ما رو ببینید.
نمونه برنامه G72
G72 W0.8 R2.0 G72 P200 Q300 U1.0 W0.5 F0.2 N200 G00 X19.0 G01 G41 Z0.0 X20.0 Z-0.5 Z-20.0 X40.0 Z-30.0 N300 G40 X70.0 Z5.0 F200
G72 W0.8 R2.0
این خط اول به ما می گوید که ما عمق برش 0.8 میلی متری را می گیریم و ابزار قبل از بازگشت به نقطه شروع بعدی، 2.0 میلی متر از قطعه کار فاصله میگیرد.
G72 P200 Q300 U1.0 W0.5 F0.2
مقدار “P” با عدد N در ابتدای زیربرنامه ای که می خواهیم برش دهیم و “Q” با عدد N در انتهای زیربرنامه مطابقت دارد.
U1.0 ،یک میلیمتر از قطر قطعه کار را برای پرداختکاری ما باقی میگذارد تا در عملیات بعدی براده برداری و پرداخت شود.
W0.5 ،نیم میلی متر را برای عملیات تکمیلی (پرداختکاری) ما روی قطعه باقی می گذارد.
F نرخ پیشروی را مشخص می کند. F0.2 با 0.2 میلی متر جابجایی به ازای هر دوران اتجام می شود.
N100 G00 X19.0
N خط اول زیربرنامه را تعریف می کند، کد روبرو بخشی است که ما می خواهیم تراشکاری کنیم. G00 X19.0 ابزار را به موقعیت شروع حرکت می دهد تا پخ 45 درجه در جلوی دستگاه CNC ماشین کاری شود. بخش. (موقعیت Z قبلاً در برنامه در نقطه قبلی داده شده است)
G01 G41 Z0.0
G01 حرکت خطی با پیشروی مشخص را انتخاب می کند، G41 جبران شعاع نوک ابزار را روشن می کند، Z ابزار را به سمت جلوی قسمت و در نهایت، سرعت پیشروی 0.2 میلی متر در هر دور را می دهیم.
X20.0 Z-0.5 Z-20.0 X40.0 Z-30.0
این بلوکهای G-Code شکل مسیری را که میخواهیم برش دهیم به دستگاه میگویند.
N300 G40 X70.0 Z5.0 F200
زیربرنامه مسیر خود را با دادن عدد ‘N’ که برای تعریف نقطه پایانی انتخاب کرده ایم به پایان می رساند. زیر برنامه G40 برای لغو جبران شعاع نوک ابزار ما استفاده می شود، Z5.0 ابزار ما را به اندازه 5 میلی متر از قطعه کار فاصله می دهد و می توان با استفاده از حرکت سریع G00 نیز برنامه ریزی کرد.
نمونه سیکل G72 تک خطی
برخی از کنترلهای CNC مانند Fanuc 10T از نسخه تک خطی این سیکل استفاده میکنند، این تکنیک در زیر توضیح داده شده است.
G72 P200 Q300 U0.0 W0.0 D2.0 F.02
تفاوت اصلی با این سبک برنامه نویسی این است که ما اکنون مقدار عمق برش خود را که W در نسخه دو خطی بود، اکنون D نامیده می شود و در همان خط بقیه اطلاعات مثل قبل عمل می کنند.
سیکل G72 برای پیشانی تراشی است، مقادیر P و Q هنوز نقطه شروع و پایان زیربرنامه ما هستند.
مقادیر U و W مقدار اضافی یا مقداری را که برای یک پرداخت نهایی باقی می گذاریم را تعیین می کند.
D عمق برش هر مرحله
و البته، سرعت پیشروی ما F است
همه چیزهای دیگر مانند مثال های ما در بالا باقی می مانند.





1 دیدگاه
سلام عالی بود ممنون وخدا قوت به تمام همکارانتون