

فهرست مطالب:
بروزرسانیشده در خرداد 16, 1402
G04 یک کد سی ان سی است که برای توقف دستگاه در زمان مشخص و به صورت موقت استفاده می شود. در این مقاله قصد داریم به بررسی دقیق این کد و کاربردهای آن در فرایند تولید با CNC بپردازیم.
ابتدا باید بگوییم که در فرایند تولید با CNC، بسیاری از عملیات ها به صورت پی در پی اجرا می شوند. این عملیات ها شامل حرکت دستگاه، تغییر ابزار، پردازش داده ها و غیره هستند. در این بین، گاهی نیاز است تا دستگاه به صورت موقت متوقف شود، مثلا برای انجام تغییراتی در داده های ورودی یا جایگزین کردن ابزار، خنک کاری، خروج براده و یا پرداخت بهتر.
G04 در فانوک (Fanuc) چیست؟
G04 برای برنامه ریزی زمان مکث بر حسب ثانیه یا میلی ثانیه استفاده می شود. مقدار زمان ماندگاری با استفاده از حرف X یا P یا U یا Z یا F برنامه ریزی می شود.
G04 عملیات جاری را برای زمان مشخص شده (ثانیه یا میلی ثانیه) متوقف می کند یا به تاخیر می اندازد، اما در کل این فرآیند فقط حرکت محور دستگاه cnc متوقف می شود و اسپیندل به چرخش ادامه می دهد.
G04 P... یا G04 X... یا G04 U...
| پارامتر | شرح |
|---|---|
| P | مکث بر حسب میلی ثانیه (msec) |
| X | مکث در ثانیه (sec) |
| U | مکث بر حسب در ثانیه (sec) |
| جی کد | گروه | مودhل / غیرمودال |
|---|---|---|
| G04 | 00 | غیرمودال |
G04 P1000 ( یک ثانیه مکث)
دستورالعمل فوق عملیات ماشینکاری cnc فعلی را برای یک ثانیه به تاخیر می اندازد.
اگر علاقه مند به آموزش برنامه نویسی CNC فرز و تراش سی ان سی (صفر تا صد) کلیک کنید.
چه زمانی باید از G04 استفاده کنیم؟ (کاربرد G04)
- به طور خاص بر روی ماشین های تراش برای شکستن تراشه ها استفاده می شوند. به این ترتیب شما با یک تراشه فوق العاده بلند و تیغ تیز مواجه نمی شوید.
- همچنین، برای بهبود کیفیت سطح در تراش و فرزها نیز مورد استفاده قرار میگیرند. به عنوان مثال زمانی که در انتهای یک سوراخ میتوانید زمان لازم برای بهبود کیفیت سطح پایین سوراخ را داشته باشید.
- یکی از دلایل اصلی استفاده از کد dwell G04، به ماشین زمان کافی برای انجام عملیات میدهد. ماشینهای CNC تمایل دارند بسیار سریع باشند، اما گاهی اوقات تمام عملکرد آنها نتواند با سرعت آنها همراه باشد.
- گاهی اوقات ممکن است نیاز داشته باشید تا به ماشین خود بگویید که مکث کند تا مواد خنک کننده به میزان کافی جریان پیدا کنند یا زمان کافی را برای تعویض پالت به ماشین بدهید.
مثال جی کد G04
بنابراین برای برنامه ریزی 10 ثانیه مکث
G04 X10
یا
G04 U10
یا
G04 P10000
در مثال بالا (زمان ماندن یا مکث 1 ثانیه = 1000 میلی ثانیه)
و در آخر برای برنامه ریزی 2.5 ثانیه مکث
G04 X2.5
در پایین شیارها باید یک ثانیه مکث برنامه ریزی شود.
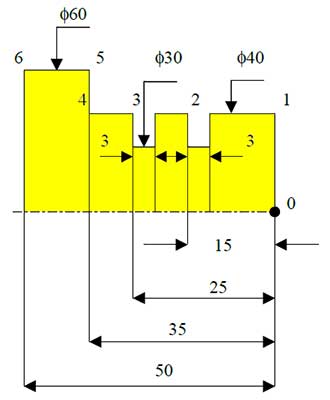
CNC | G04 Dweel | مثال مکث در CNC
N20 G00 X45.Z-15. ; N25 G01 X30.F0.2 ; N30 G04 X1. ; (مکث 1 ثانیه) N35 G00 X45. ; N40 Z-25. ; N45 G01 X30. ; N50 G04 X1. ; (مکث 1 ثانیه) N55 G00 X45. ;
شماره بلوک N25 و N45 مربوط به عملیات شیارتراشی است. در پایین هر شیار یک مکث یک ثانیه ای برنامه ریزی شده است. شماره بلوک N30 و N50 هم همانطور.
مکث بر اساس تعداد دوران اسپیندل
با استفاده از فرمول زیر می توان در تعداد دورها مکث داشت:
Dwell = 60 / S (سرعت اسپیندل بر حسب دور در دقیقه)
مثال :
اگر اسپیندل با سرعت 300 دور در دقیقه بچرخد، زمان مکث برای یک دور خواهد بود
0.2 ثانیه = 60 / 300
بنابراین اگر برای 3 چرخش اسپیندل به یک مکث نیاز باشد،
G4 U0.6 (0.2 seconds x 3 rpm)
جمع بندی
این دستور یعنی G04 یک توقف موقت را در دستگاه ایجاد می کند و به عنوان پارامتر ورودی، زمان توقف را مشخص می کند. برای مثال، دستور G04 P1000 به معنی توقف دستگاه برای 1000 میلی ثانیه است.
در نتیجه، دستور G04 یکی از دستورات مهم سی ان سی است که در فرایند تولید استفاده می شود و به عنوان یک ابزار کاربردی و قدرتمند برای توقف موقت دستگاه، توسط کاربران سی ان سی بسیار مورد استفاده قرار می گیرد.





