فهرست مطالب:
بروزرسانیشده در فروردین 6, 1401
بلبرینگ ها
مقدمه
از زمانی که انسان شروع به جابجایی قطعات کرد از قطعات گرد و یا استوانه ای برای راحت کردن عمل حرکت استفاده می کرد . مصری ها از قطعات گرد استفاده می کردند تا بلوک های بزرگ سنگی شان را که برای اهرام مصر به کار می رفت جابجا کنند . در 1794 آهنگری انگلیسی Philip Vaughan اولین طرح بلبرینگ را معرفی نمود .
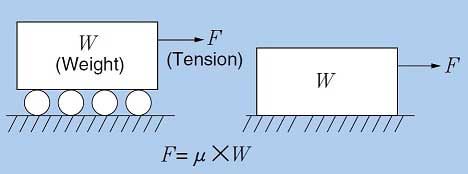
مقایسه نیرو های اصطکاکی
امروزه هزاران نوع بلبرینگ از لحاظ اندازه وشکل وجود دارد . ازاندازه های کوچک موتور های کوچک تا بلبرینگ های بزرگ که اجزاء دوار ماشین ها را حمایت می کنند. یاتاقان های بزرگی هستند که قطرشان 3 متر است و برای بلند کردن و نصب آنها نیاز به جرثقیل می باشد .
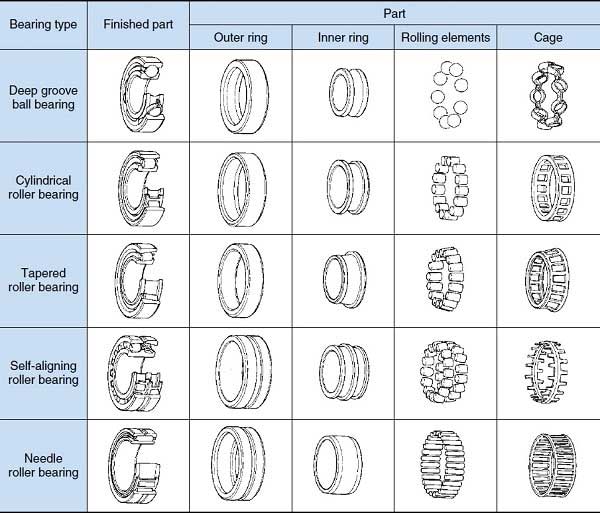
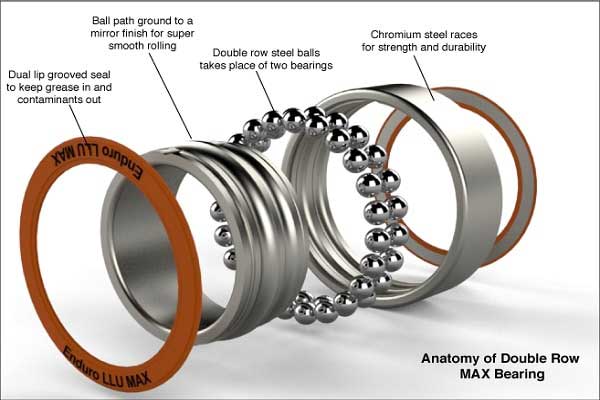
چند نمونه بلبرینگ به همراه قطعات تشکیل دهنده
مواد خام
بیشتر قطعات بلبرینگ ها اغلب از فولاد می باشد و از آنجا که بلبرینگ ها تنش زیادی را تحمل می کنند باید از فولاد مستحکمی ساخته شوند . که طبق طبقه بندی فولاد ها، در رده 52100 (فولاد پنجاه دو،صد) قرار می گیرند، یعنی یک درصد کرم و یک درصد کربن دارند که البته توسط عملیات حرارتی سخت تر می شوند. درعملیات حرارتی به مقدار بهینه سختی که معمولا مقدار RC 60 تا RC 64 مناسب است، می رسیم. زمانی که احتمال زنگ زدگی وجود داشته باشد از فولاد ضد زنگ 440C استفاده خواهد شد . به طور سنتی قفسه ها معمولا از فولاد هستند اما امروزه بعضی قفسه ها را از پلاستیک می سازند تا هزینه های ساخت و اصطکاک کاهش یابد.

مواد خام جهت تولید قطعات بلبرینگ
پروسه تولید
معمولا تلرانس کلی ساخت بلبرینگ ها در انجمن سازندگان بلبرینگ آمریکا 0.0001 اینچ است. (0.00254 میلی متر )
توجه : هر 25400 میکرون برابر 1 اینچ است .
بلبرینگ ها به طور استاندارد 4 قسمت استاندارد دارند: رینگ داخلی، رینگ خارجی، قفسه و اعضای غلتان، البته بعضی از بلبرینگ ها قطعاتی تحت عنوان محافظ نیز دارند.
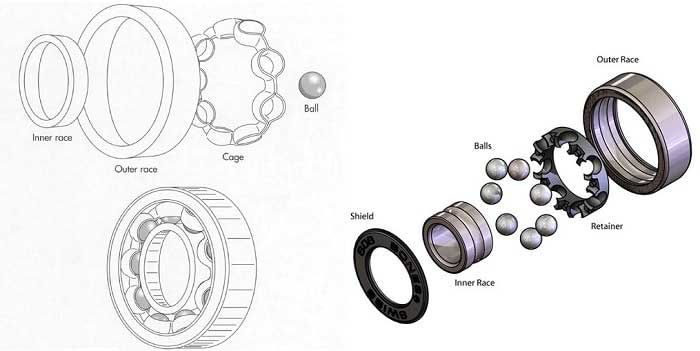
اجزای تشکیل دهنده بلبرینگ ها
رینگ های داخلی و خارجی
هر دو رینگ از یک روش ساخته می شود. پروسه تولید از موادخام لوله وار با ابعاد لازم شروع می شود . یک ماشین اتوماتیک شبیه ماشین تراش رینگ ها را برش می زند .(کمی بزرگتر از ابعاد مورد نظر ) این مقدار بزرگتر برای این است که عملیات حرارتی روی قطعه انجام خواهد شد و معمولا فولاد ها در عملیات حرارتی تاب بر می دارند یا دچار اعوجاج می شوند که نهایتاً پس از عملیات حرارتی ماشینکاری نهایی می گردند. رینگ های خشن (از لحاظ ابعادی) برای چندین ساعت ( با توجه به اندازه ) وارد کوره عملیات حرارتی با دمای 1550 درجه فارنهایت ( 843 درجه سانتی گراد ) سپس داخل حمام روغن می شوند تا خنک گردند و سخت شوند. این سخت کاری آنها را ترد نیز می کند. بنابر این مرحله بعدی تمپر کردن( بازپخت ) است . آنها را حدود 1 ثانیه با دمای 300 درجه فارنهایت (148.8 درجه سانتی گراد ) حرارت می دهند و سپس در هوا سردمی کنند که نهایتاً این عملیات حرارتی باعث می شود رینگ ها هم سخت و هم مستحکم شوند . بعد از عملیات حرارتی رینگ ها آماده نهایی شدن هستند . اما رینگ ها در این شرایط برای بریدن با ابزارهای برش خیلی سخت اند پس باقیمانده کار باید توسط چرخ سنگ (سنگ زنی ) انجام شود .( این سنگ ها خیلی شبیه سنگ هایی هستند که برای تیز کردن سر مته ها و ابزار ها در فروشگاه ها به فروش می رسند غیر از اینکه برای سنگ زنی قسمت های مختلف رینگ ها چندین شکل سنگ لازم است. ) تقریباً تمام قسمت های رینگ توسط سنگ پرداخت می شود .سطوح استوانه ای باید دارای تلرانس استوانه ای بودن خوب و سطوح تخت باید به خوبی مسطح باشند .محل قرار گیری ساچمه ها ابتدا سنگ و سپس لپینگ می شود که چندین ساعت زمان می برد . پس از طی این مراحل رینگ ها آماده اند که با هم و با ساچمه ها مونتاژ شوند .در شکل مراحل کار و شکل شماتیکی پروسه تولید نشان داده شده است .

مراحل تولید رینگ های بلبرینگ به همراه شکل شکاتیک پروسه های تولید
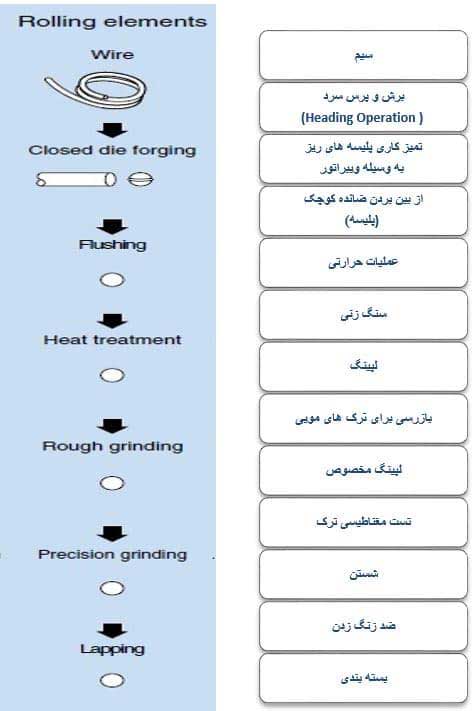
ساچمه
ساخت ساچمه ها کمی مشکل تر است هرچند که شکل ساده ای دارند . ساچمه از یک سیم ضخیم بدست می آید .این سیم از طریق یک سیستم غلتاننده وارد ماشین برش شده و به قطعات کوچک تبدیل می گردد . سپس توسط فرآیند فورج سرد تبدیل به ساچمه می شود که به قطعه حاصله در این مرحله اسلاگ می گویند . (اسم پروسه فورج سرد از آن جایی است که در واقع گرم کردن قطعه قبل ازپروسه انجام نمی شود.) اکنون سیم تبدیل به شکلی شبیه به سیاره زحل شده است که یک زائده کوچک (پلیسه) در محل برخورد (وسط قطعه) ایجاد شده که توسط ادامه پروسه تولید هموار خواهد شد.
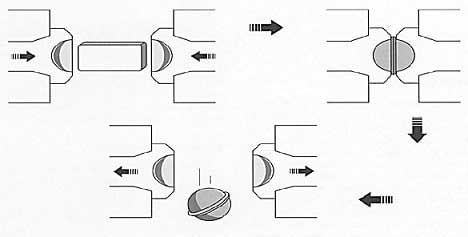
مراحل مختلف فورج سرد در تولید ساچمه
اولین ماشین پلیسه گیر نام دارد که زائده های کوچک را از بین می برد. در این ماشین ساچمه ها بین شیارهای خشنی بین دو دیسک چدنی قرار داده می شوند که یکی از این دیسک ها دوران دارد و دیگری ثابت است. اصطکاک باعث می شود زائده کوچک از بین برود. دیسک ثابت سوراخ هایی دارد که ساچمه های زائده دار توسط یک سیستم حمل کننده مخصوص وارد یک سوراخ شده و درنهایت پس از انجام کار از سوراخ دیگری خارج می شوند سپس
دوباره وارد سیستم حمل شده و دوباره و دوباره به سیستم وارد می شوند تا زمانی که زائده از بین برود و سطح نسبتاً کروی بدست آید. مقداری بار باقیمانده روی کره می ماند تا بعد از عملیات حرارتی نهایتاً سنگ زده شود. این مقدار باقیمانده حدود 0.008 اینچ ( 0.02 سانتی متر ) است.
عملیات حرارتی ساچمه ها شبیه به عملیات حرارتی رینگ هاست چراکه از یک نوع فولاد اند. ساچمه ها نیز مانند رینگ ها بعد از عملیات حرارتی سخت و مستحکم می شوند( و سختی مفتولهای ساچمهها 12 کیلوگرم بر میلیمترمربع است که بعد از مرحله آبکاری سختی آن حدود 63 کیلوگرم بر میلیمترمربع می رسد ) بعد از عملیات حرارتی ساچمه ها وارد ماشینی شبیه به ماشین مرحله قبل می شوند. فقط در این ماشین به جای دیسک های چدنی چرخ های سنگ زنی وجود دارند. این دستگاه ساچمه ها را تا چند هزارم اینچ مانده به اندازه اصلی شان فرم می دهد . سپس ساچمه ها به ماشین لپینگ برده می شوند . که چرخ های چدنی داشته و از همان محلول ساینده ای استفاده می کند که در لپینگ رینگ ها استفاده می شود. این پروسه لپینگ حدود 8 تا 10 ساعت زمان می برد که وابسته به میزان دقتی است که قرار است بلبرینگ ها با آن دقت ساخته شوند. نتیجه کار بدست آمدن یک کره بسیار دقیق و پرداخت شده است.
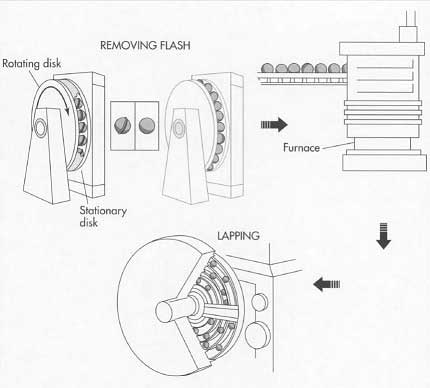
مراحل تولید ساچمه
در شکل زیر مراحل تولید ساچمه به همراه شکل شماتیکی آورده شده است.
مراحل تولید ساچمه به همراه شکل شماتیک
قفسه
قفسه های فلزی توسط پرس شدن یک ورق نسبتاً نازک ( ورق 4397) بدست می آیند و سپس به وسیله یک قالب به شکل نهایی خم (شکل داده ) می شوند. قالب فرم از دو کفه فولادی تشکیل شده که کاملاً با هم منطبق می شوند و توسط یک سوراخ که فرم منحنی هایی نهایی را داخل خود دارد (ماتریس) و یک برجستگی در کفه دیگر (سنبه) شکل را ایجاد می کند. زمانی که ورق بین دو صفحه قالب قرار می گیرد و عمل پرس انجام می شود ورق، فرم نهایی را می گیرد. سپس قالب باز می شود و قطعه نهایی آماده مونتاژ خواهد بود .
قفسه های پلاستیکی معمولا از طریق پروسه ای تولید می شوند که به آن تزریق پلاستیک می گویند . به این صورت که یک سوراخ در قالب فلزی ایجاد شده که مواد ذوب شده فلزی با فشار داخل این سوراخ (حفره )می شوند و یک برجستگی نیز (ماهیچه) در کفه دیگر وجود دارد که پس از سرد شدن قطعه حاصله آماده مرحله مونتاژ خواهد بود.
قفسه بلبرینگ ها

مراحل تولید قفسه
مونتاژ
اکنون تمام قطعات ساخته شده اند و لازم است که باهم مونتاژ شوند . ابتدا رینگ داخلی، داخل رینگ خارجی قرار می گیرد به طوری که فقط از یک سمت تا حد امکان به هم نزدیک شوند. این فضای ایجاد شده باعث می شود که فضای مناسب برای قرار گیری ساچمه هابین دو رینگ ایجاد شود. پس از قرار گیری تعداد لازم ساچمه و مرتب شدن آن ها به فواصل مساوی، قفسه ها نصب می شوند که ساچمه ها را از هم دور (در همان فواصل یکسان ) نگه دارند .قفسه های پلاستیکی فقط به هم چسبیده می شوند، درحالی که قفسه های فلزی به هم پرچ می شوند . اکنون بلبرینگ مونتاژ شده را با ماده ضد زنگ می پوشانند و پس از بسته بندی روانه بازار می کنند.
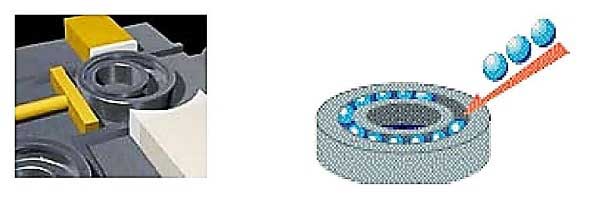
مونتاژ بلبرینگ
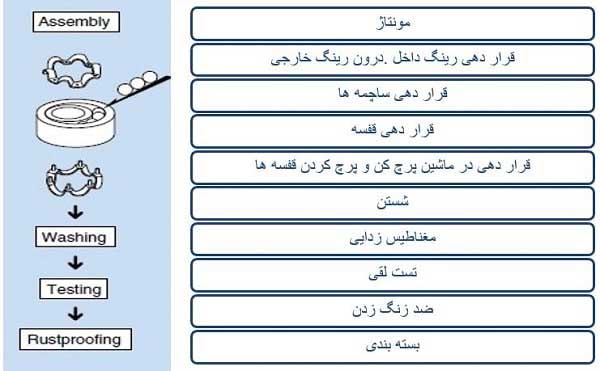
مراحل مونتاژ بلبرینگ به همراه شماتیک پروسه
کنترل کیفیت
چون ساخت بلبرینگ یک تجارت دقیق است، تست های حرکتی زیادی انجام می شود تا متوجه شوند که مقدار آلیاژ مناسب بوده است. سختی و استحکام بلبرینگ نیز در چندین حالت از عملیات حرارتی کنترل می شود. تست های اندازه و شکل (تلرانس های هندسی) هم روی بلبرینگ ها انجام می شود. تلرانس هندسی استوانه ای بودن سطوح مدور خارجی بلبرینگ و سطوحی داخلی رینگ ها که قطعات غلتان در آن جا قرار می گیرند باید کمتر از 0.000025 اینچ باشد (0.000635 میلی متر) که این تلرانس برای بلبرینگ های سرعت بالا و یا بسیار دقیق مقدار 0.000005 اینچ (0.000127 میلی متر) است .
آینده
بعضی کارخانه ها ساختن ساچمه را در سفینه های فضایی در فضا تجربه کرده اند. در فضا قطره مذاب فولاد می تواند در هوا رها شود و جاذبه صفر به آن اجازه می دهد که در فضا شناور بماند . گوی به صورت اتوماتیک یک شکل کامل کروی پیدا می کند، در حالی که سرد و سخت می شود . اما سفرهای فضایی در حال حاضر گران قیمت هستند. نوعی دیگر از بیرینگ ها به نام بلبرینگ های مغناطیسی معروف اند. در این سیستم از یک مغناطیس استفاده شده تا با به حداقل رساندن اصطکاک بتوان به سرعت های بالاتری دست پیدا کرد. در نوع دیگری از نیروی هوا فشرده استفاده می شود تا از تماس یاتاقان وشفت جلوگیری کند . که هر دو اینها بسیار گران قیمت برای ساخت هستند.

بلبرینگ های مغناطیسی