فهرست مطالب:
- 1 جوشکاری غیر ذوبی Solid State Welding
- 2 انواع روشهای جوشکاری غیر ذوبی
- 2.1 1- جوشکاری ارتعاشی (Vibration welding)
- 2.2 2- جوشکاری مقاومتی (Resistance Welding)
- 2.3 3- جوشکاری مقاومتی نقطه ای (Resistance Spot Welding)
- 2.4 4- جوشکاری جرقه ای (Flash welding)
- 2.5 5- جوشکاری انفجاری (Explosive Welding)
- 2.6 6- جوشکاری آهنگری (Forge Welding)
- 2.7 7- جوشکاری نفوذی (Diffusion Welding)
- 2.8 8- جوشکاری با امواج مافوق صوت (Ultrasonic welding)
- 2.9 9- جوشکاری اصطکاکی (Friction Welding)
بروزرسانیشده در فروردین 6, 1401
جوشکاری غیر ذوبی Solid State Welding
جوشکاری غیر ذوبی: دستهای از فرایندهای جوشکاری هستند که در آنها، عمل جوش کاری بدون ذوب شدن لبهها انجام میشود. در واقع لبهها تحت فشار با حرارت یا بدون حرارت در همدیگر له میشوند.
در جوش های حالت جامد Solid State Welding، برخلاف فرآیندهای حالت ذوبی که گفته شد محل اتصال در نتیجه ذوب موضعی دو قطعه و تداخل آنها و عمل انجماد انجام می شد، اتصال بدون تشکیل مذاب انجام می شود. ولی ممکن است فیلمی از فلز مذاب در یک مرحله میانی از عملیات بین سطوح اتصال ایجاد گردد اگرچه فلز مذاب معمولاً به طور کامل از جوش جدا می شود، ولی در حضور کوتاه خود نقش مفیدی را در انجام جوش ایفا می کند. از مهمترین مزیت استفاده از جوش کاری ذوبی، امکان تشکیل مینیمم ترکیبات بین فلزی است. در زیر سعی شده است به طور اجمالی به معرفی انواع آنها پرداخته شود:
انواع روشهای جوشکاری غیر ذوبی
1- جوشکاری ارتعاشی (Vibration welding)
اساس جوش کاری ارتعاشی Vibration welding تولید گرما و ذوب مواد در سطح تماس دو قطعه بر اساس ایجاد اصطکاک بین دو قطعه است. مواد مذاب تحت فشار در یکدیگر جریان یافته، پس از سر شدن اتصال (جوش) شکل می گیرد. جوشکاری ارتعاشی فرآیند سریعی است و زمان آن معمولا با توجه به نوع کاربرد (10-0.1) ثانیه متغیر است. این نوع جوش کاری برای بسیاری از پلاستیک ها قابل استفاده است، اما محدودیت مهم برای قطعات، همراستایی نواحی اتصال و یا حداکثر انحنای 10 درجه است.
جوش کاری ارتعاشی Vibration welding صنعتی به دو دسته تقسیم می شود: جوشکاری ارتعاشی خطی، که در آن اصطکاک در اثر حرکت خطی رفت و برگشت ایجاد می شود و جوش کاری ارتعاشی محوری، که در آن قطعه فوقانی در جهات مختلف حرکت دورانی دارد. جوشکاری ارتعاشی خطی استفاده بیشتری دارد، اما مزیت مهم جوشکاری محوری آنست که امکان جوش کاری قطعات با هندسه نامنظم را تا حد زیادی فراهم می نماید.
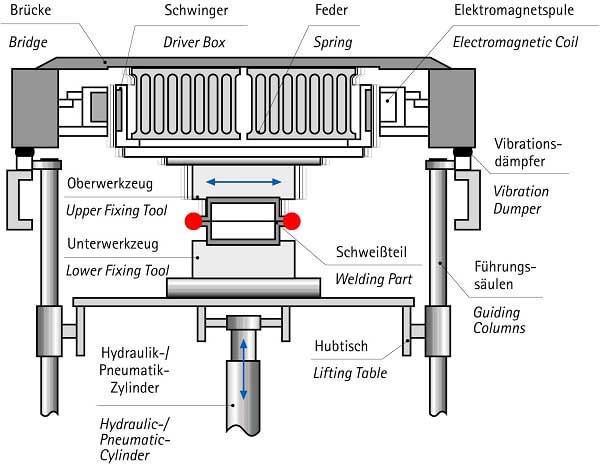
جوشکاری ارتعاشی (Vibration welding)
مهمترین پارامترهای تاثیر گذار در این جوش کاری عبارتند از: فرکانس، دامنه ارتعاش، فشار و زمان. فرآیند جوش کاری ارتعاشی از 4 مرحله اصلی تشکیل می گردد:
- در مرحله اول گرمای ناشی از اصطکاک، دمای ناحیه تماس را برای پلاستیکهای آمورف به دمای انتقال شیشه ای (Tg) و به دمای ذوب برای پلاستیک های نیمه بلورین می رساند.
- در مرحله دوم، مواد در سطح تماس شروع به ذوب و حرکت به طرفین نموده و گرما در مذاب توزیع می شود. این جریان ویسکوز مذاب، با توجه به میزان مذاب جوش، موجب افزایش دامنه رسوخ جوش کاری می شود (رسوخ جوش کاری میزان نزدیک شدن دو قطعه به هم بر اثر حرکت جانبی مذاب است).
- در مرحله سوم، فرآیند ذوب و جاری شدن به یک وضعیت پایدار می رسد. میزان رسوخ جوش کاری به صورت خطی با زمان افزایش می یابد. در انتهای مرحله سوم، ارتعاش متوقف می شود و در خلال مرحله چهارم رسوخ اندکی ادامه یافته و همزمان لایه مذاب تحت فشار به حالت جامد می رسد.
سیکل زمانی کلی جوش کاری ارتعاشی بین 6 تا 15 ثانیه متغیر است و این یعنی 4 تا 10 جوش کاری در یک دقیقه. دامنه ارتعاش پایین تر (0.7 تا 1.8 میلیمتر) برای فرکانسهای بالاتر (240 HZ) و دامنه ارتعاش بالاتر (4-2 میلیمتر) برای فرکانسهای پایین تر (مانند 100 HZ) به کار می روند. انتخاب دامنه ارتعاش و فرکانس جوش کاری به هندسه قطعات مورد نظر بستگی دارد و به نحوی انتخاب می شوند که حداکثر نیروی اصطکاک بدست آید. جوش کاری در فرکانس بالا به حرکت نسبی کمتری نیاز دارد حال آنکه فرکانسهای پایین به دامنه ارتعاش بیشتری نیاز دارند.
بطور کلی فرکانسها بالا زمانی مورد استفاده قرار می گیرند که آزادی حرکت نسبی بین دو قطعه به کمتر از 1.5 میلیمتر محدود می شود و یا بخواهیم پلیسه حاصل از جوش کاری را به حداقل برسانیم. مانند آنچه در جوش کاری مخزن روغن ترمز و هیدرولیک فرمان مدنظر است. دامنه ارتعاش بزرگتر همراه با فرکانس پایین در جوش کاری قطعات بزرگ مانند کانال هوا و داشبورد خودرو به کار می رود، ضمن آنکه در جوش کاری قطعات با ضخامت پایین و انعطاف پذیر نیز انتخاب اول است.
حرکت جوشکاری ارتعاشی (Vibration welding)
فشار جوشکاری معمولا در محدوده 200-5 بار متغیر است. فشار و زمان جوش کاری تابعی از ماده مورد نظر هستند. فشار بالاتر باعث کاهش زمان جوش می شود اگر چه استحکام بالاتر جوش در فشارهای پایین تر حاصل می شود و این بدلیل افزایش ضخامت لایه مذاب در ناحیه اتصال است. استحکام جوش کاری معمولا ارتباط چندانی به فرکانس و دامنه ارتعاش ندارد هر چند که بعضی از مواد مانند پلی اترایمید جهت رسیدن به استحکام بیشتر جوش به فرکانس بالا نیاز دارند. با کم کردن فشار جوش کاری می توان در زمان کمتری به استحکام مورد نیاز رسید. آغاز جوش کاری با فشار بالا، باعث کوتاه شدن زمان رسیدن به مرحله سوم می شود، سپس می توان فشار را برای رسیدن به استحکام مکانیکی بالا کاهش داد، استحکامی معادل استحکام جوش کاری در فشار ثابت. میزان فشار مرحله دوم در این حالت به جنس پلاستیک بستگی دارد.
مهمترین عامل تعیین کننده میزان استحکام جوش، میزان رسوخ آن است. استحکام استاتیکی جوش می تواند معادل استحکام خود ماده باشد، هرگاه میزان رسوخ از عدد یک مقدار بحرانی فراتر رود. این مقدار معادل رسوخ در ابتدای مرحله سوم است. بدیهی است استحکام جوشکاری برای رسوخ کمتر از این مقدار کاهش می یابد. رسوخ بیشتر از این حد تاثیری بر استحکام جوش در مواد خالص یا دارای الیاف شیشه (chopped) نخواهد داشت، اما می تواند استحکام مواد غیر مشابه را افزایش داد.
افزایش فشار جوشکاری یا دامنه ارتعاش، موجب افزایش نرخ رسوخ و کاهش زمان جوش، از طریق کوتاه شدن زمان رسیدن به مرحله سوم می شود.
خواص موادی که قرار است جوشکاری شوند، بر میزان استحکام جوشکاری موثر است. به عنوان نمونه، جذب رطوبت در زمان انبارداری، موجب افزایش رطوبت موجود در برخی از انواع پلاستیکها می شود و این می تواند منجر به پدیده تشکیل حباب در ناحیه جوشکاری و تضعیف استحکام آن شود. انبارش در دمای 20 درجه سانتیگراد و رطوبت نسبی 50% موجب جذب 3% در پلی آمید می شود. در مدت زمان کمتر از 2 ثانیه از شروع جوشکاری ابن ماده دما در ناحیه اتصال به 220 درجه سانتیگراد می رسد. نفوذ و حرکت آب موجود به سطح قطعه بسیار بیشتر از 2 ثانیه بطول می انجامد و بدین ترتیب بخش مهمی از رطوبت در پلی آمید مذاب، به شکل حباب در ناحیه اتصال باقی می ماند و این به معنی کاهش شدید استحکام جوشکاری می باشد.
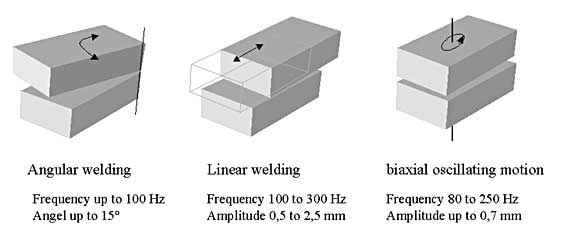
جهت های جوشکاری ارتعاشی و فرکانس ها
2- جوشکاری مقاومتی (Resistance Welding)

جوشکاری مقاومتی (Resistance Welding)
در طی فرآیندهای جوشکاری مقاومتی Resistance Welding اتصال دو سطح توسط حرارت و فشار تواماً انجام می گیرد. فلزات به دلیل مقاومت الکتریکی در اثر عبور جریان الکتریکی گرم شده و حتی به حالت ذوب نیز می رسند. اعمال جریان الکتریکی با چگالی زیاد در زمانهای کوتاه باعث به حالت خمیری درآمدن (قبل از ذوب) قطعه مورد جوشکاری می گردد. و اعمال نیروی فشار در زمانهای قبل و حین عبور جریان وجود یک مدار الکتریکی پیوسته را تضمین نموده و در زمان گرم شدن قطعه باعث فورج شدن محل جوشکاری می شود این فشار بعد از قطع جریان برق هم ادامه داشته و به فورج شدن و سپس خنک شدن محل جوشکاری کمک می کند.
جوشکاری مقاومتی (جوشکاری غیر ذوبی)
3- جوشکاری مقاومتی نقطه ای (Resistance Spot Welding)
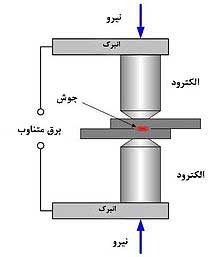
نمایی کلی از یک جوشکاری مقاومتی نقطه ای (Resistance Spot Welding)
جوش نقطهای Resistance Spot Welding یکی از پرکاربردترین نوع جوش مقاومتی میباشد. این فرآیند برای اتصال ورقهای لب روی هم، یا سیم به ورق و یا سیم بر روی سیم بکار برده می شود و در آن قطعه کار بین الکترودها تحت فشار قرار گرفته و جریان توسط تراسفورماتور و بازوها از الکترودها و سپس قطعه کار عبور می کند. در این جوش اتصال دو سطح توسط حرارت و فشار تواماً انجام می گیرد که وقتی جریان الکتریکی از میان دو قطعه فلزی که بهم چسبیده اند عبورمی کند، مقاومت زیاد موضعی موجب تولید گرمای فوق العاده زیادی می شود.
جوشکاری مقاومتی نقطه ای
در صورتی که جریان کافی بکار رود، فلزات مورد استفاده ابتدا در حالت خمیری قرار گرفته و سپس ذوب می شوند. اگر هنگامی که دو فلز در حالت خمیری یا مذاب قرار دارند به یکدیگر فشار داده شوند و تا کمی بعد از قطع جریان و خنک شدن در همان وضعیت باقی بمانند، دو قطعه در هم آمیخته شده و به صورت یک قطعه واحد در می آیند، که در این حالت جوش بصورت دکمه یا دیسک هایی بین دو لایه ورق بوجود می آید که با توجه به سرعت انجام این عمل، بسیاری از خواص فیزیکی آنها دست نخورده باقی خواهند ماند.کاربرد آن، در تولیدات سبک از ورقهای پرسکاری شده، مانند بدنه اتومبیل و ماشینهای لباسشویی خانگی، همچنین برای کارهای با کیفیت بالا در موتور هواپیما نیز مورد استفاده قرار می گیرد.
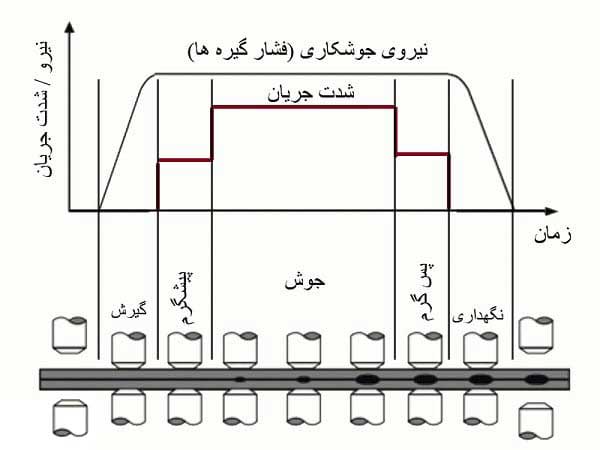
نمودار شدت جریان و نیرو در یک فرآیند جوشکاری مقاومتی نقطه ای
4- جوشکاری جرقه ای (Flash welding)
جوشکاری جرقه ای Flash welding یک فرآیند جوشکاری مقاومتی است، که یک جوش در سطوح تماس یک اتصال لب به لب به وسیله جرقه زنی و سپس اعمال فشار بعد از گرمایش(جرقه زنی) به انجام می رسد.
نمایی کلی از جوشکاری جرقه ای (Flash welding)
عمل جرقه زنی، به علت دانسیته جریان بالا در نقاط تماس کوچکی بین قطعات ایجاد شده و مواد ذوب و خمیری محل اتصال، بوسیله حرکت به سمت یکدیگر به بیرون رانده می شود. به عبارتی، جوشه توسط یک برهم زنی سریع قطعات کار به انجام می رسد.دو جزء (الکترودها) در بین قالبهای متصل شده به خروجی ترانسفورماتور جوشکاری مقاومتی محکم نگه داشته می شوند. ولتاژ به کار گرفته شده به آرامی تغییر می کند. هنگامی که تماس در پستی بلندیهای سطحی اتفاق می افتد، حرارت مقاومتی(گرمایش مقاومتی) در این نقاط رخ می دهد. آمپر بالا موجب ذوب سریع و بخار فلز در نقاط تماس شده و قوسهای کوچک و جزئی تشکیل می شود. این عمل به اصطلاح جرقه زنی flashing نامیده می شود. ولتاژ جرقه زنی قبل از اتصال(برهم زنی) سطوح تعیین می شود.فلز منجمد و به بیرون رانده شده از سطح اتصال را پلیسه flash نامیده می شود.
فرآیند جوشکاری جرقه ای (Flash welding)
5- جوشکاری انفجاری (Explosive Welding)
جوشکاری فلزها، جوشکاری ذوبی و بویژه جوشکاری برق و جوشکاری گاز را در ذهن تداعی میکند. هر چند فرآیندهای جوشکاری اصلی که در سه یا چهار هزاره ی اخیر استفاده شده اند، از قبیل جوشکاری فشاری سرد فلزهای نرم یا جوشکاری پتکه ای، فرآیندهای حالت جامد هستند. اگرچه در طی این سده، فرآیندهای دیگر جوشکاری حالت جامد از قبیل جوشکاری اصطکاکی، جوشکاری فراصوتی و … بوجود آمده اند، اما از آخرین فرآیندهای کشف شده، جوش کاری انفجاری Explosive Welding بوده است.
جوشکاری انفجاری (Explosive Welding)
جوشکاری انفجاری Explosive Welding یک جوشکاری حالت جامد است. اولین مشاهدات این روش طی جنگ جهانی اول، زمانی که ترکشهای بمبهای منفجر شده به مواد فلزی اصابت میکرد، دیده شد. این روش در پست های بعد که مربوط به اتصال فلزات غیر همجنس است، به طور مفصل شرح داده می شود.
جوشکاری انفجاری یک روند اتصال فلز در حالت جامداست، که از نیروی انفجاری برای ایجاد یک پیوند فلزی با اشتراک الکترونی بین دو عنصرفلزی استفاده می کنند. در جوشکاری انفجاری(EXW)از انرژی کنترل شده ی مواد منفجرهمی شود. دراین روش از هیچگونه واسطه و گرمای برای ایجاد پیوند متالورژیکی استفادهخارجی استفاده نمی شود و عمل نفوذ در طول فرآیند اتفاق نمی افتد. اگر چه این حالتانفجاری گرمای قابل ملاحظه ای ایجاد می کند ولی برای انتقال حرارت به فلزات تشکیلدهنده وقت و زمانی باقی نمی ماند، بنابراین افزایش درجه حرارت چشمگیری در فلزات بهوجود نخواهدآمد . جوشکاری انفجاری درواقع یک فرآیند اتصالی در فاز جامد است، که در آن ازموج انفجار مواد سریع الانفجار استفاده می شود .
6- جوشکاری آهنگری (Forge Welding)
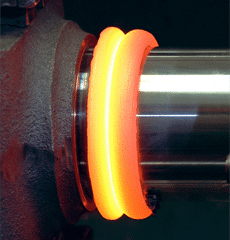
جوشکاری آهنگری Forge Welding از قدیمی ترین روشهای جوشکاری است، که طی آن با گرم کردن قطعات تا حد سرخ شدن، آن ها را روی هم قرار داده و آن قدر می کوبند تا با هم ممزوج شده و در هم فرو روند.

نمایی از جوشکاری آهنگری (Forge Welding)
این فرایند از جنبه های عملی و تاریخی دارای ارزش می باشد، زیرا به ما کمک می کند تا چرایی و چگونگی توسعه ی روش های جوش کاری پیشرفته را درک کنیم . توانایی زره سازان و اسلحه سازان قدیمی در به هم بستن دو قطعه فولادی به صورت یک قطعه ی محکم نقش به سزایی در موقعیت و اهمیت اجتماعی آنان داشته است . تا همین اواخر آهنگر دهکده، استاد هنر جوش کاری و آهنگری محسوب می شد. او با چکش و سندان خود با مهارتی فوق العاده قطعات فلزی را به هم اتصال می داد و فراورده های گوناگونی عرضه می داشت.
با کمک دمش در زغال های افروخته حرارت مورد نیاز تأمین می گردید و آهنگر قطعات جوش دادنی را به دمای تجربی جوش کاری می رساند. سپس دو انتها را به گونه ای با چکش کاری شکل می داد که سطوح تماس هم شکل و هم اندازه باشند. سپس هر دو انتها مجدداً گرم و در براکس، که نقش گداز آور را ایفا می کرد، فرو می بردند. گرمایش آن قدر ادامه می یافت تا آهنگر با توجه به رنگ قطعه تشخیص دهد که دمای مناسب برای جوشکاری تاًمین شده است. سپس اعمال حرارت متوقف می گردید و قطعه به سندان کوبیده می شدند یا به کمک چکش ناخالصی ها و پوسته های روی قطعه زدوده می گردید. پس از آن دو انتهای مزبور را به صورت لب به لب روی سندان می گذاشتند و برای اتصال قابل قبول ضربات چکش لازم اعمال می گردید.
به این ترتیب با ترکیبی از حرارت و تغییر شکل یک آهنگر ماهر قادر بود اتصالاتی ایجاد کند که هر تکه ی آن استحکامی همانند فلز اصلی داشت.
با این حال به علت ابتدایی بودن منبع حرارت عدم، اطمینان از کنترل دما و دشواری حفظ سطح تمیز فلز این عمل احتیاج به مهارت بسیار زیاد داشت و نتایج حاصله با هم تفاوت داشتند. کیفیت هرگونه جوش کاری به کمک تغییر شکل مسلماً بستگی به دمای ماده و پاکی سطح و مقدار تغییر شکل آن ها به وسیله ی فشار دادن یا چکش کاری خواهد داشت. اگر چه امروزه روش های دیگر اتصال به طور گسترده ای جایگزین جوش آهنگری شده اند، لیکن مقادیر زیادی لوله به روش درز جوش کاری آهنگری تهیه می شوند.
در این روش یک باریکه ی فولادی گرم شده را به شکل استوانه در می آورند و لبه های آن را به صورت روبه روی هم یا لب به لب به هم جوش کاری می کنند. جوش کاری مزبور حاصل فشار ناشی از تغییر شکل فلز در حین عبور از دیواره های قالب جوش کاری مخروطی یا غلتک های شکل دار به صورت لب به لب یا روی هم می باشد.
7- جوشکاری نفوذی (Diffusion Welding)
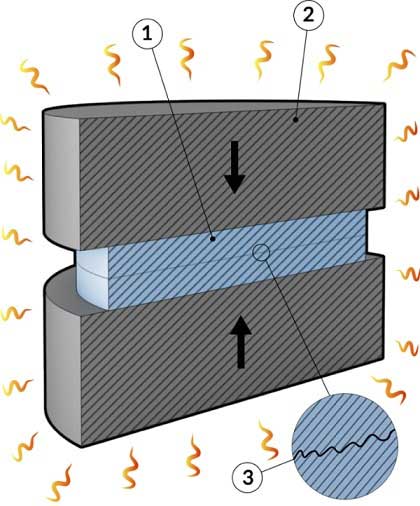
نمایی از جوشکاری نفوذی (Diffusion Welding)
جوش کاری نفوذی Diffusion Welding یکی دیگر از انواع جوشکاری حالت جامد است که، در این روش دو قطعه با فشاری کمتری از فشار لازم جهت جریان مومسان و در دمای کمتر از دمای ذوب قطعات به یکدیگر اتصال می یابند. نفوذ درحالت جامد بدون تشکیل فاز مایع عامل اصلی اتصال در این روش است. در زیر بصورت شماتیک این نوع اتصال نمایش داده شده است:
فرآیند جوشکاری نفوذی (Diffusion Welding)
8- جوشکاری با امواج مافوق صوت (Ultrasonic welding)
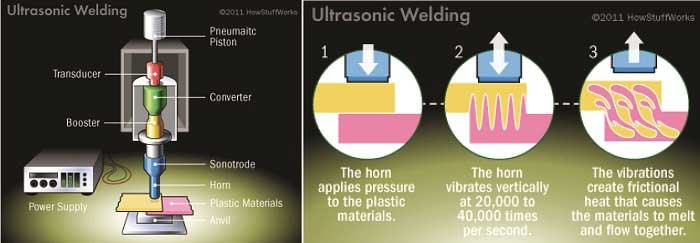
جوش کاری اولتراسونیک Ultrasonic welding شامل استفاده از انرژی صوتی با فرکانس بالا برای نرم کردن و ذوب کردن در منطقه جوش است. قسمت هایی که باید به یکدیگر جوش داده شوند زیر فشار روی هم نگه داشته شده و تحت ارتعاشات اولتراسونیک با فرکانس ۲۰ تا ۴۰ کیلو هرتز قرار میگیرند. موفقیت جوش به طراحی مناسب اجزا و مناسب بودن موادی که جوش داده میشوند بستگی دارد. از آنجا که جوشکاری اولتراسونیک بسیار سریع است(کمتر از ۱ ثانیه) و قابلیت اتوماسیون دارد به طور وسیع از آن در صنعت استفاده میشود.
نمایی از جوشکاری با امواج ما فوق صوت (Ultrasonic welding)
جوش کاری اولتراسونیک Ultrasonic welding روشی متداول و فراگیر در کشورهای پیشرفته و صنعتی برای جوشکاری عمدتا قطعات پلاستیکی و بعضا قطعات فلزات بوده و در دسته بندی روشهای جوشکاری، زیر مجموعه روش جوشکاری با گرم کردن داخلی مکانیکی می باشد. مراحل پنجگانه جوشکاری بدین شرح است:
- آماده سازی سطح یا Surface Preparation شامل تمیز کاری و براده برداری: وجود آلودگی و لبه های اضافی باعثافت کیفیت جوشکاری خواهد شد.
- گرم کردن یاHeating: از انرژی امواج فراصوت با فرکانس های بالا 20 تا 70 کیلوهرتز برای این منظور استفاده می گیرد.
- فشردن یا Pressing: وقتی دو قطعه کار به قدر کافی گرم شوند باید به یکدیگر فشرده شوند. این فشار با کمک سیستم پنوماتیک و هورن (شیپوره) دستگاههای جوشکاری تامین می شود.
- آمیزش بین مولکولی یاIntermolecular Diffusion: تماس دو قطعه کار گرم شده و در آستانه ذوب با یکدیگر و فشار وارده بر آنها فرصت را برای آمیزش مولکولهای دو قطعه کار در یکدیگر فراهم می آورد.
- خنک کردن یا Cooling: انجماد و سرد شدن محل جوشکاری آخرین مرحله بوده که در این مرحله پلیمرهای نیمه کریستالی ساختار کریستالی خود را و پلیمرهای آمورف نیز ساختار خاص خود را در قبل از عملیات جوشکاری به دست خواهند آورد. در این مرحله تنشهای پسماند و اعوجاج در قطعه کار محتمل است.در این روش مراحل 2 و 3 و 4 تقریبا همزمان و در کسری از ثانیه صورت می گیرد و قطعه کار بلافاصله سرد می شود.
فرآیند جوشکاری با امواج ما فوق صوت (Ultrasonic welding)
موفقیت جوش به طراحی مناسب اجزا و مناسب بودن موادی که جوش داده میشوند بستگی دارد. از آنجا که جوشکاری اولتراسونیک بسیار سریع است (کمتر از ۱ ثانیه) و قابلیت اتوماسیون دارد به طور وسیع از آن در صنعت استفاده میشود. برای تضمین سلامت جوش طراحی مناسب اجزا بخصوص فیکسچرها لازم است. با طراحی مناسب از این روش میتوان در تولید انبوه استفاده کرد.
موارد استفاده از جوش التراسونیک Ultrasonic welding ترموپلاستیکها، جوشکاری ساده یک اتصال،جاسازی یک قطعه در قطعهای دیگر همراه با اتصال بین آن دو، جوش نقطهای ورقها و صفحات پلاستیکی، کاشت مغزی های فلزی در داخل قطعات پلاستیکی، دوخت پارچهها و فیلمهای با پایه پلاستیکی. صنایعی که این نوع جوشکاری در آن کاربرد دارد، استفاده در صنعت الکتریک و الکترونیک، استفاده در صنعت بسته بندی، استفاده در صنعت اتومبیل سازی، استفاده در صنعت پزشکی و تجهیزات پزشکی.
9- جوشکاری اصطکاکی (Friction Welding)
جوشکاری اصطکاکی (Friction Welding)
جوش کاری اصطکاکی Friction Welding که از تازه ترین پیشرفت های صنعت جوشکاری می باشد، از یک ایده ساده الهام گرفته است، و آن دوران یک قطعه روی قطعه ی دیگر همراه با اعمال فشار است.
در واقع نوعی فرآیند حالت جامد است، که در آن انرژی مکانیکی جنبشی بر اثر اصطکاک به حرارت تبدیل و در لحظه توقف حرکت قطعات، همراه با فشار اضافی لبه ها در هم ادغام و اتصال صورت می گیرد. این روش در ادامه فصل به طور مفصل توضیح داده خواهد شد و در اینجا به همین میزان بسنده می شود. در زیر نمونه ای از این فرایند آمده است.

نمایی از جوشکاری اصطکاکی (Friction Welding)