فهرست مطالب:
- 1 جوشکاری ذوبی
- 2 انواع روشهای جوشکاری ذوبی
- 2.1 1- جوشکاری اکسی استیلن یا جوشکاری گاز (Gas Welding)
- 2.2 2- جوشکاری تنگستن- قوس الکتریکی در پناه گاز محافظ TIG/GTAW (TAGS)
- 2.3 3- جوشکاری قوس الکتریکی دستی (MMA)
- 2.4 4- جوشکاری فلز- قوس الکتریکی در پناه گاز محافظ (MAGS) MIG/MAG
- 2.5 5- جوشکاری زیر پودری (Submerged Arc Welding)
- 2.6 6- جوشکاری پلاسما (Plasma Arc Welding)
- 2.7 7- جوشکاری با لیزر (Laser Welding)
بروزرسانیشده در مهر 3, 1401
جوشکاری ذوبی
جوشکاری ذوبی: در پایان قرن گذشته، مهندسینی که برای حفظ جنبش توسعه صنعتی در تلاش برای پیدا کردن روشهای تولیدی بودند، کشف کردند که با استفاده از مذاب کنترل شده می توان جوشهای مناسبی بدست آورد. زمانیکه فلز جامد به نقطه ذوبش می رسد، اتمهایی که با نظم و قاعده خاصی در داخل شبکه های اتمی ساختار فلز مستقر شده اند، برای جابه جایی آزاد می گردند. در همین زمان لایه های اکسیدی که روی سطح فلز شکسته شده یا به صورت محلول در مذاب (مانند اکسیدهای آهن و مس) و یا به صورت شناور روی سطح (مثلا اکسید آلومینیوم) در می آیند.
اگر سطح فلز مذاب و فلز جامد را مورد بررسی قرار دهیم، چنین به نظر می رسد که ساختار شبکه در هر دانه قطع می شود و انتهای هر ردیف از اتمهای جامد به طرف فلز مذاب کشیده شده اند. همچنین ملاحظه خواهیم نمود که هیچگونه اکسیده یا آلودگی دیگری وجود ندارد و به عبارت دیگر فلز جامد در سطح تماس از نظر متالورژیکی تمیز می باشد.
چگونگی تشکیل حوضچه مذاب در حین جوشکاری ذوبی
چنانچه به حوضچه مذاب اجازه سرد شدن داده شود، انجماد صورت می گیرد و به صورت لایه لایه از مرز مشترک جامد-فلز مذاب به طرف مرکز گسترش می یابد. ملاحظه دقیقتر نشان خواهد داد که مکانیزم انجماد بسیار پیچیده است. هنگامی که دمای حوضچه مذاب شروع به کاهش می کند، اتمهای مذاب انرژی خود را از دست می دهند. از آنجاکه گرما توسط جرم صفحه از حوضچه مذاب هدایت می شود، یعنی گرما در فصل مشترک جامد-مایع در جریان است، اتم های این ناحیه اولین اتمهایی هستند که در جستجوی وضعیت دائمی می باشند.
برای ایجاد یک اتصال ذوبی به یک منبع گرما احتیاج است، که قادر به ایجاد ذوب موضعی در
شرایط قابل کنترل باشد. برای اینکه چنین منبعی در شرایط عملی مفید باشد باید دارای ویژگی های اساسی باشد:
- دمای کارکرد آن باید خیلی بیشتر از نقطه ذوب ماده جوش شونده باشد.
- حوضچه جوش باید محدود به ناحیه از قبل تعیین شده ای باشد و بنابراین گرمای ایجاد شده باید در ناحیه کوچکی متمرکز گردد، که منطقه متاثر از حرارت HAZ(Heat Affected Zone) نامیده می شود.
- مقدار کلی گرما یا نرخ گرمای مورد نیاز نه تنها به خواص فیزیکی فلز، بلکه به شکل و ابعاد اتصال نیز بستگی دارد.
- منبع گرما بایستی قابل تنظیم باشد به نحوی که بتوان شرایط مناسب برای هر اتصال را روی آن تنظیم کرد.
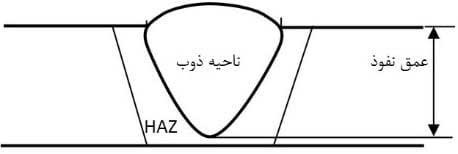
نواحی مختلف یک جوش (نمایش منطقه متاثر از حرارت (HAZ))
امروزه رایج ترین منابع گرمای مورد استفاده در عملیات جوشکاری صنعتی، شعله اکسیژن-گاز سوختنی، قوس الکتریکی دستی و گرمای تولید شده توسط مقاومت سطح تماس و مقاومت حمام سرباره، می باشند.
انواع روشهای جوشکاری ذوبی
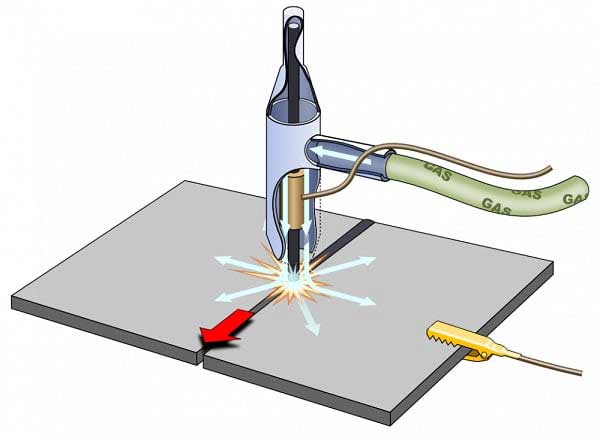
1- جوشکاری اکسی استیلن یا جوشکاری گاز (Gas Welding)
در این روش مخلوطی از اکسیژن و استیلن در انتهای شیپوره خاصی که به این منظور طراحی شده و به بدنه مشعلی متصل است، سوزانده می شود. جوشکار از شعله ایجاد شده برای ذوب نمودن فلز مبنا جهت حوضچه جوش استفاده می کند. اگر فلز پر کننده مورد نیاز باشد، یک سیم جداگانه به صورت دستی به لبه جلویی حوضچه جوش تغذیه می شود. برای تولید مذاب یکنواخت جوشکار باید مشعل را حرکت دهد.کاربرد این روش، در اتصالات سبک مانند لوله های تهویه هوا، لوله های با قطر کم برای سیستمهای گرمایشی و شیمیایی و تعمیرات موتور اتومبیل و … کاربرد دارد.
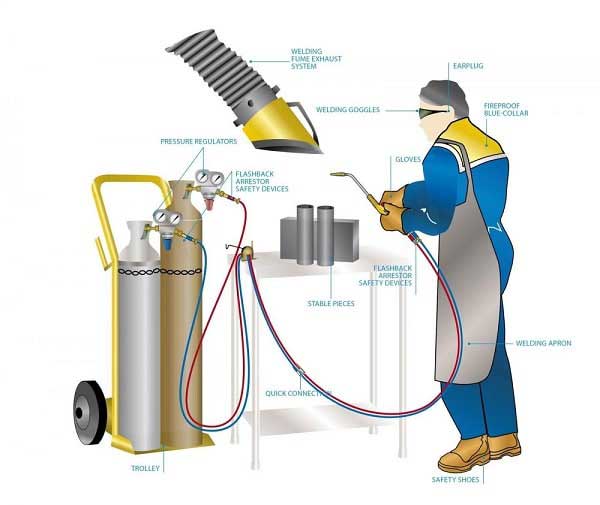
نمایی از جوشکاری گاز (Gas Welding)
2- جوشکاری تنگستن- قوس الکتریکی در پناه گاز محافظ TIG/GTAW (TAGS)
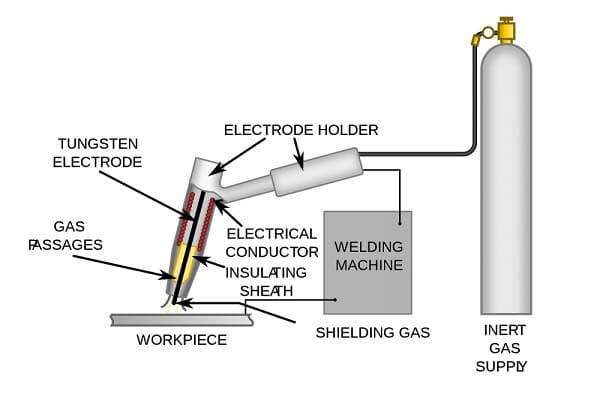
جوشکاری TIG/GTAW (TAGS)
در این روش (TIG) یک قوس الکتریکی در خط اتصال بین انتهای الکترود تنگستنی و فلز مبنا ایجاد می گردد. اکترود ذوب نمی شود و جوشکار فاصله قوس الکتریکی را ثابت نگه می دارد. جریان از طریق دستگاه مولد قدرت کنترل می شود. در صورتیکه به ماده پر کننده نیاز باشد، این ماده که معمولا به صورت سیمهای یک متری موجود است، به لبه جلویی حوضچه اضافه می گردد. حوضچه مذاب توسط یک گاز خنثی که جایگزین هوای ناحیه قوس گردیده است محافظت می شود. گاز آرگن معمولیترین گاز محافظ مورد استفاده بوده. (جوش آرگون)
کاربرد آن، معمولا جوشهای با کیفیت بالا در فلزاتی نظیر آلومینیوم، فولاد زنگ نزن، آلیاژهای نیمونیک (نام تجاری نوعی از آلیاژهای کرم و نیکل) و مس در مجتمعهای شیمیایی، ورقکاری در موتور هواپیما و سازه ها، است.
جوشکاری (آرگون، تیگ، GTAW، تنگستن)
3- جوشکاری قوس الکتریکی دستی (MMA)
یکی از متداول ترین روشهای اتصال قطعات کار می باشد، ایجاد قوس الکتریکی عبارت از جریان مداوم الکترون بین الکترود قطعه کار بوده که در نتیجه آن حرارت تولید می شود. باید توجه داشت که برای برقراری قوس الکتریک بین دو الکترود و یا قطعه کار و الکترود وجود هوا و یا یک گاز هادی ضروری است. بطوریکه در شرایط معمولی نمی توان در خلاء جوشکاری نمود.
در قوس الکتریکی گرما و انرژی نورانی در مکانهای مختلف یکسان نبوده، بطوریکه تقریباً 43% از حرارت درآند و تقریباً 36% در کاتد و 21% بقیه بصورت قوس ظاهر می شود. دمای حاصله از قوس الکتریکی بنوع الکترودهای آن نیز وابسته است، بطوریکه در قوس الکتریکی با الکترودهای ذغالی تا 3200 درجه سانتیگراد در کاتد و تا 3900 در آند حرارت وجود دارد. دمای حاصله در آند و کاتد برای الکترودهای فلزی حدوداً 2400 درجه سانتیگراد تا 2600 درجه تخمین زده شده است.
در این شرایط درجه حرارت در مرکز شعله بین 6000 تا 7000 درجه سانتیگراد می باشد، از انرژی گرمائی حاصله در حالت فوق فقط 70% تا 60% در قوس الکتریک مشاهده گردیده که صرف ذوب کردن و عمل جوشکاری شده و بقیه آن یعنی 30% تا 40% بصورت تلفات گرمائی به محیط اطراف منتشر می گردد.
طول قوس شعله Arc length بین 0.8 تا 0.6 قطر الکترود می باشد و تقریباً 90% از قطرات مذاب جدا شده از الکترود به حوضچه مذاب وارد می گردد و 10% به اطراف پراکنده می گردد. برای ایجاد قوس الکتریکی با ولتاژ کم بین 40 تا 50 ولت در جریان مستقیم و 60 تا 50 ولت در جریان متناوب احتیاج می باشد ولی در هر دو حالت شدت جریان باید بالا باشد نه ولتاژ. کاربرد این نوع جوش در ساخت منابع تحت فشار، کشتی ها، سازه های فولادی، اتصالات در خطوط لوله و کارهای لوله کشی، ساخت و تعمیر در کارخانجات ماشین سازی می باشد.
جوشکاری قوس الکتریکی دستی (MMA)
4- جوشکاری فلز- قوس الکتریکی در پناه گاز محافظ (MAGS) MIG/MAG
قوس الکتریکی بین انتهای الکترود و فلز مبنا در طول خط اتصال ایجاد می شود. اکترود توسط یک موتور محرک با سرعت ثابتی تغذیه می گردد. میزان سرعت تغذیه الکترود مقدار جریان مورد لزوم را مشخص می نماید. طول قوس الکتریکی توسط مولد قدرت کنترل می شود و لازم است جوشکار شیپوره را در فاصله ثابتی (معمولا حدود 20 میلیمتر) بالای حوضچه جوش نگه دارد. ناحیه قوس الکتریکی و فلز جوش به وسیله گازی که برای فلز جوش دادنی مناسب باشد محافظت می شود.
این نوع جوشکاری خود به دو دسته جوش Metal Inert Gas و Metal Active Gas تقسیم می شود. در روش MIG از گاز خنثی و غیر فعال برای محافظت از حوضچه و قوس استفاده می شود. همچنین ممکن است گاهی اوقات نیز از ترکیب گازهای خنثی با گازهای CO2 و O2 (با درصد کم) جهت جوشکاری استفاده شود.
شمایی از جوشکاری MAGS/MIG/MAG
در روش MAG گاز فعال استفاده شده است. گاز فعال گازی است که در واکنش حوضچه مذاب شرکت خواهد کرد . گاز جوشکاری (MAG) همان گاز CO2 است که غالبا جهت جوشکاری فولاد ساده یا کم آلیاژ مورد استفاده قرار میگیرد.گاز CO2 در قوس الکتریکی به گازهای CO و O2 تجزیه شده که گاز CO، گاز خنثی و بی اثر بوده و نقش حفاظت از حوضچه جوش را به عهده می گیرد و O2 با عناصر اکسید شونده قوی، مانند Mn و Si که در سیم جوش پایه قرار دارند ترکیب شده و بصورت سرباره ای بسیار نازک روی سطح جوش قرار میگیرد.کاربرد آن در تولیدات در مقیاس متوسط نظیر تجهیزات نقلیه زمینی، صفحات و قوطی های حماله، ورقکاری های بدنه اتومبیل است.

جوشکاری MIG
5- جوشکاری زیر پودری (Submerged Arc Welding)
در سال 1932 در ایالات متحده آمریکا با مدفون ساختن قوس الکتریکی و الکترود کربنی در زیر پوششی ضخیم از پودر محافظ، روش جوشکاری زیرپودریSubmerged Arc Welding اختراع گردید. و در میانه دهه 1930 به روشی اقتصادی جهت جوشکاری بدل گردید. در روش امروزین جوشکاری زیر پودری، اتصال فلزات توسط گرمای حاصل از قوس الکتریکی بین الکترود فلزی بدون روکش و قطعه کار انجام می گیرد. اتصال دو فلز به یکدیگر بدون اعمال فشار بوده و ماده پرکننده از ذوب الکترود، سیم جوش ویا پودر فلزی تامین می شود.
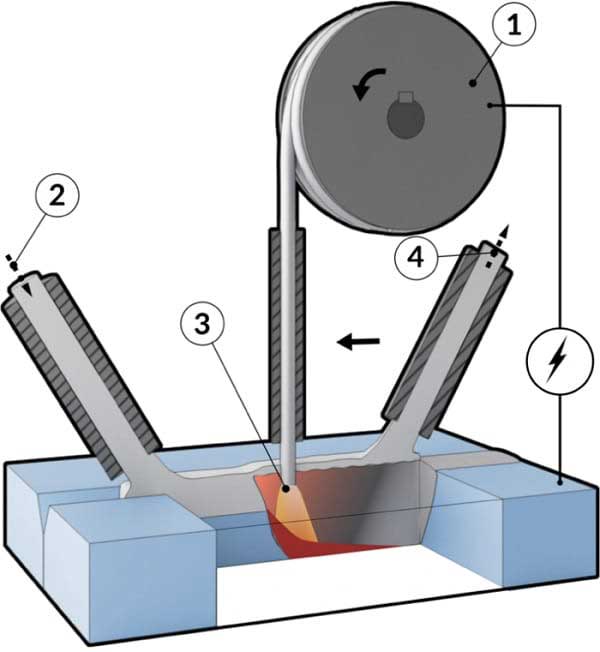
نمایی از جوشکاری زیر پودری Submerged Arc Welding
قوس الکتریکی بین انتهای الکترود بدون پوشش و فلز مبنا ایجاد می شود. جریان از طریق دستگاه مولد قدرت کنترل می گردد. همراه با ذوب الکترود، از طریق یک موتور با کنترل خودکار، الکترود به درون قوس تغذیه می گردد. سرعت تغذیه الکترود برابر با سرعت ذوب الکترود است و بنابراین مقدار طول قوس الکتریکی ثابت خواهد ماند. الکترود و سیستم تغذیه و هادی آن در طول خط اتصال به کمک یک سیستم ماشینی حرکت می کنند. قوس الکتریکی در زیر لایه از دانه های گدازآور عمل می نماید(بنابراین، قوس الکتریکی غوطه ور است) بعضی از دانه های گدازآور به منظور ایجاد لایه پوششی در روی حوضچه جوش، ذوب می شوندو گدازآور ذوب نشده، جمع آوری شده و مجددا مورد استفاده قرار می گیرد. کاربردآن در، اتصالات ورقهای ضخیم در مخازن تحت فشار، پل ها، کشتی ها، کارهای سازه ای، لوله های جوشی می باشد.
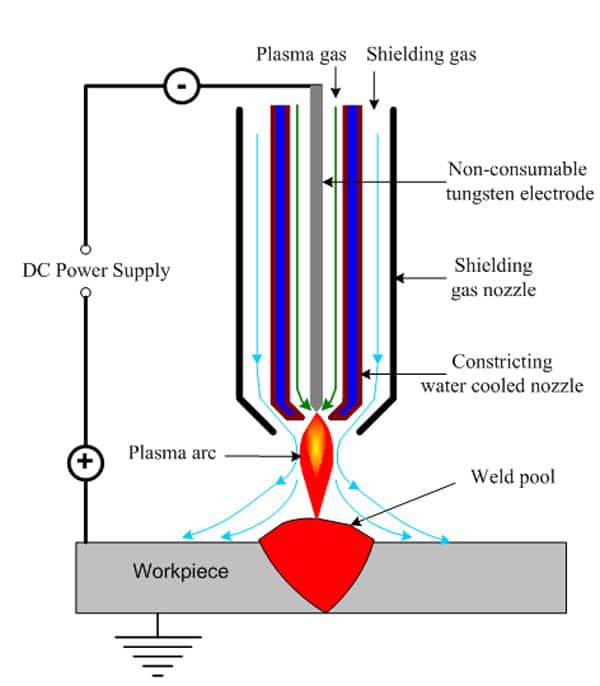
6- جوشکاری پلاسما (Plasma Arc Welding)
این فرآیند مشابه جوشکاری با محافظت گاز می باشد. با این تفاوت که با استفاده از یک گاز یونیزه شونده می توان قوسی با تراکم بیشتر ایجاد کرد و در نتیجه امکان ایجاد جوش های ظریفتر وجود دارد. به تناسب کاربرد دستی و اتوماتیک، پلاسماپیشنهادات سودمند زیادی در، تولید درمقیاس کوچک ودقت جوش، حجم زیاد فلز و درمجموع تجهیزات دارد. از سال ۱۹۶۴ که مقدمه ای برای صنعت جوشکاری بود، جوشکاری پلاسما براساس مزایای اصلی، کنترل ودقت با تولید جوشهایی با کیفیت بالا با استفاده از الکترودهای بادوام در کارهایی با حجم زیاد توسعه یافت.(جوش کاری آرگون)
در مشعل جوشکاری پلاسما Plasma Arc Welding الکترود تنگستنی در یک نازل مسی که در نوک آن دریچه ی کوچکی وجود دارد قرار می گیرد. شعله قوس ابتدا میان مشعل الکترود و نوک نازل بوجود می آید وسپس قوس ایجاد شده به قطعه کار منتقل می شود. گاز پلاسما و قوس دریک مسیر با یک منفذ محدود شده با هم برخورد می کنند و مشعل یک گرمای فشرده ومتمرکز با دمای بالا به قسمت کوچکی اعمال می کند. با این فرایند تجهیزات
جوش پلاسما کارایی بالایی دارد، که قادر است جوشهایی با کیفیت خیلی خوبی تولید کند. در جوشکاری موادی که در زمانی که گرم می شوند تمایل به خروج گاز دارند، الکترودهایی که محافظت می شوند کمتر در معرض آلودگی و فساد قرار می گیرند. این امر باعث طولانی تر شدن عمر الکترود و افزایش زمان نگهداری الکترود می گردد.
نمایی از جوشکاری پلاسما Plasma Arc Welding
اکنون از پلاسما برای جوشکاری هر چیزی استفاده می شود، از وسایل جراحی وآشپزخانه از طریق صنایع غذایی گرفته تا تعمیر پره های موتور جت. در واقع پلاسما گازی است که در دمای خیلی زیاد، گرم و یونیزه شده بطوریکه هادی جریان الکتریکی می شود. فرایند جوشکاری قوسی پلاسما شبیه GTAW (جوشکاری با الکترود تنگستنی به همراه گازمحافظ) است، که از پلاسما برای انتقال جریان الکتریکی لازم برای ایجاد قوس به قطعه کار استفاده می شود. قطعه کار بر اثر گرمای شدید قوس،گداخته و ذوب می شود. انواع فلزاتی که می توانند توسط پلاسما جوش داده شوند عبارتند از: فولاد ضدزنگ فلزات دیرگداز و دیگرفولاها: تیتانیم، تانتالیم، مس، برنج ،طلا، نقره، آلیاژی از آهن و نیکل وکبالت.
همانطور که بیان شد، جوشکاری پلاسما کاربردهای فراوان و گوناگونی دارد. بطور کلی برش و تعمیر قالب ها در صنعت با استفاده از پلاسما در حال رشد است. منبع قدرت میکروقوس این توانایی را دارد که قوسی با جریان پایین ایجاد کند و راهی موثر برای تعمیر و شکافهای کم و جزیی و گودی های ناشی از استفاده نادرست و فرسودگی و تعمیر اصولی و عملیات حرارتی داشته باشد. برای جوش لبه های بیرونی فرایند پلاسما به استفاده از طول قوسی بلندتر و پایدار که به مهارت زیادی در کنترل حوضچه ندارد نیاز توصیه می کند.
در مواجه با گوشه های درونی شکاف ها، الکترود تنگستنی GTAW/TIG می تواند انجام فرایند جوش را بهتر کند. در جوشکاری تسمه ها توسط پلاسما انتقال قوس به قطعه کار با کار کردن بر روی لبه های اتصال بطور پیوسته صورت می گیرد . در کاربرد های اتوماتیک در جوشهای طویل و بلند نیازی به کنترل فاصله نیست و این فرآیند نیازکمتری به تعمیر اجزای مشعل دارد . تیوب و لوله از نورد تیوب و بوسیله رولهای فرم دهنده مواد و جوشکاری لبه ای در محل جوش تولید می شوند.
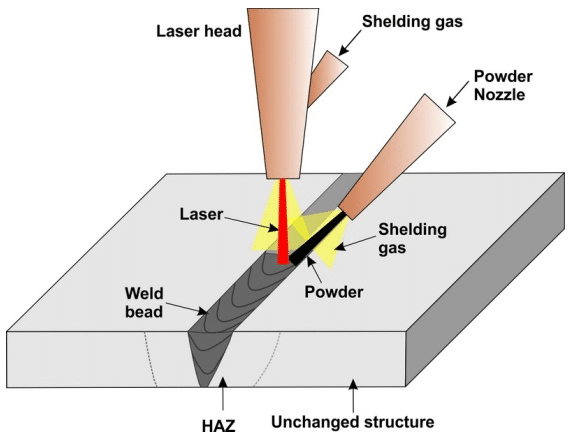
7- جوشکاری با لیزر (Laser Welding)
جوشکاری با لیزر Laser Welding به عنوان آخرین جوشکاری ذوبی است، که در این روش از پرتوی لیزر برای جوشکاری استفاده میشود. در جوشکاری لیزری دانسیته انرژی فراهمشده، بسیار بیشتر از جوشکاری با دیگر فرایندها است.
از لیزرهای مختلفی مانند لیزر گاز کربنیکی یا لیزر یاقوت برای جوشکاری میتوان استفاده کرد. دقت می شود که انرژی پرتو، آنقدر زیاد نباشد که باعث تبخیر فلز شود.
پرتو لیزر در نقطه کوچکی متمرکز میشود و با شدتی که در آن نقطه ایجاد میکند، باعث ذوب و حتی بخار کردن فلز میشود. برای تمرکز نیروی لیزرهای دی اکسید کربنی قدرتمند، آینههای خنک شونده توسط آب به جای عدسی ها مورد استفاده قرار میگرفتند. جوشکاری بطور کلی به دو شکل انجام میشود. در شکل هدایتی جوشکاری، حرارت از طریق هدایت گرمایی به فلز منتقل میگردد. این روش مختص لیزرهای یاقوتی نسبتاً کم انرژی تر است که هم معمولاً جوشکاری های کم عمق تر با آنها انجام میشود. جوشکاری با لیزرهای پر انرژی معمولاً در پر کردن حفرهها مورد استفاده قرار میگیرد. در این قسمت است که ذوب و تبخیر فلز اتفاق میافتد.
جوشکاری توسط پرتو لیزر در تولیدات صنعتی به شکل روزافزونی در حال گسترش است و دامنه استفاده آن، از میکرو الکترونیک تا کشتی سازی گسترده شده است. تولید انبوه خودکار در این بین از بیشترین توسعه برخوردار گشتهاند، که این پیشرفتها را میتوان مرهون عوامل زیر دانست.
نمایی کلی از جوشکاری با لیزر Laser Welding
رارت ورودی محدود منطقه، حرارت پذیرفته کوچک، میزان ناصافی اندک، سرعت بالای جوشکاری. این خصوصیات، جوشکاری لیزری را گزینه منتخب بسیاری از قسمتهای صنعتی کرده که از جوشکاری مقاومتی در گذشته استفاده میکردند. با توجه به خصوصیات منحصر به فرد این روش میتوان بکارگیری گسترده آنرا در زمینه کاربردهای مختلف انتظار داشت.
فرآیندهای ترکیبی که از ترکیب لیزر و قوس MIG استفاده میکنند، برای قرار گرفتن بر سطحی که بایستی جوشکاری در آن انجام شود، طراحی شده اند. علاوه بر این تجهیزات ویژه بکار گرفته شده، به شکل قابل توجهی ابزارهای مورد نیاز برای آماده سازی لبه مورد نظر برای جوشکاری را کاهش میدهند. آلیاژهایی که برای سیم های پر کننده در قسمت درز گیری بکار میروند، باعث یکدست شدن فیزیکی آن ناحیه میشوند. علاوه بر این فرآیندهای ترکیبی بکار گرفته شده، قادر اند سرعت انجام کار را نیز به شکل قابل توجهی افزایش دهند. همچنین در نفوذ عمقی و درزگیری کلی هم موثرند. پیشرفتهای بی نظیر اخیر در زمینه دیودهای لیزری موقعیت جدیدی را برای حل مشکلات همیشگی صنعتی فراهم کرده است. البته باید در نظر داشت که این فرآیندها برای همگون شدن با قسمتهای مورد نظر بایستی به شکلی اختصاصی تغییر یابند.
لیزرهای دی اکسید کربنی قدرتمند، در حال حاضر در جوشکاری بدنه اتومبیلها، قسمتهای حمل و نقل، مبادله کنندههای حرارتی و پر کردن حفرهها مورد استفاده قرار میگیرند. سالها لیزرهای یاقوتی کمتر از ۵۰۰W برای جوش بخشهای کوچک مورد استفاده قرار میگرفتند. برای مثال قسمتهای کوچک و ظریف ابزارهای پزشکی، بستههای الکترونیکی و حتی تیغ های اصلاح صورت. لیزرهای یاقوتی چند کیلوواتی از گذراندن پرتو از فیبرهای نوری استفاده میکردند. اینکار به سادگی توسط روبوت ها انجام میشد و دامنه وسیعی از کاربردهای سه بعدی مثل برش لیزری و جوش بدنه اتومبیلها را ممکن میکرد.