فهرست مطالب:
بروزرسانیشده در فروردین 6, 1401
بررسی انواع روشهای ساخت پیچ و مهره عبارتند از:
1- ریخته گری
در روش ریخته گری و یا تزریق، پیچ براساس فرم ماهیچه و حفره شکل می گیرد و پس از سرد شدن از قالب خارج می شود. در ریخته گری پیچ (Thread casting) قطعه یا به همان صورت رها می شود و یا بعد از ریخته گری ماشین کاری می گردد یعنی درمواردی که کیفیت سطح و یا زیبایی و یا دقت بالایی نیاز نباشد ماشین کاری انجام نمی شود و ریخته گری رزوه کافیست چراکه قیمت نهایی محصول کم شود . روش ریخته گری پیچ دارای ویژگی های زیر می باشد :
- برای تولید بعضی از پیچ های خیلی کوتاه
- پیچ با دقت کم و پرداخت ضعیف
- در تولید پیچ های سر بطری های شیشه ای و…
توسط ریخته گری در ماسه ممکن است سطح خشن بدست آید ولی توسط پروسه های تزریق (Molded Plastic) و یا ریخته گری تحت فشار (Die Casting) می توان به کیفیت بسیار خوبی رسید یک مثال رایج برای روش تزریق، ظروفی هستند که درب آنها رزوه دارد و یک مثال رایج برای ریخته گری، رزوه های اتصالات هستند .(شکل 1)


شکل1: نمونه هایی از روزه های تولید شده توسط روش ریخته گری
2- شکل دهی ( نورد )
دراین روش می توان پیچ ها را با فشردن الیاف فلز و بدون نیازبه براده برداری تولید نمود . شکل 2 – A معرف الیاف پیچ نورد شده و B معرف الیاف برش خورده است. با توجه به جریان بافت های فلز می توان دریافت که چرا پیچ های ساخته شده با روش نورد از استحکام بیشتری برخوردار اندهمچنین لازم به ذکر است که تلرانس تولیدی پیچ توسط این روش f7 است .

شکل 2: مقایسه الیاف پیچ نورد شده و پیچ براده برداری شده
در روش نورد پیچ ماده اولیه باید بیشتر از 8 درصد قابلیت انبساط داشته باشد. البته اغلب CK 45 استفاده می شود. این روش برای تولید انبوه مناسب است چراکه قادر است حداقل در هر ثانیه 1 قطعه تولید کند. که این تعداد برای روش های مختلف نورد پیچ متفاوت است.
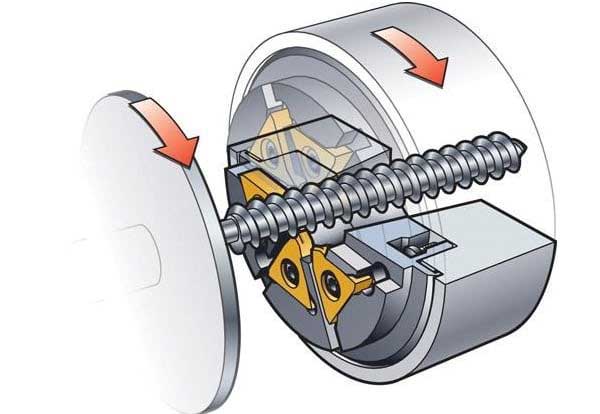
در نورد پیچ ماده اولیه کوچکتری نسبت به روش های براده برداری نیاز است و به خاطر اینکه در این روش براده ای از قطعه اولیه جدا نمی شود با این سیستم معمولا می توان 15-20 % وزنی از مواد اولیه را کمتر کرد . در این روش تنش تسلیم (Yield Strength) پیچ افزایش پیدا می کند وتلرانس پیچ های تولیدی معمولا ±0/001 in. (±0/025 mm) است .هر چند که تلرانس ±0/0006 in (±0/015 mm) نیز گزارش شده است . شکل 3 سیتم کلی نورد پیچ را نشان می دهد.
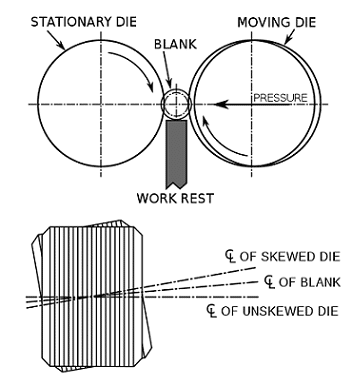
شکل 3: سیستم کلی نورد پیچ
روش نورد پیچ داری ویژگی های زیر می باشد :
– معولا به صورت سرد انجام می شود .
– ماده خام (Blank) دقت بالا و کیفیت سطح خوبی نمی خواهد .
– قالب های متفاوت برای انجام پیچ های متفاوت نیاز دارد .
– برای تولید انبوه از لحاظ اقتصادی مناسب است.
3- براده برداری (ماشینکاری )
به طور کلی این روش دارای ویژگی های زیر می باشد :
- توسط ابزارهای برش متفاوت روی ماشین ابزار های متفاوت انجام می شود مانند تراش . فرز و…
- معمولا برای دقت بالا و کیفیت خوب به کار می رود .
- گستره کاری بالای از نظر تعداد و اندازه پیچ را دارد .
- برای پیچ های خاص مورد استفاده قرار می گیرد .
- تولید ماشینکاری دقیق است اما خیلی وقت گیرو گران قیمت خواهد شد.
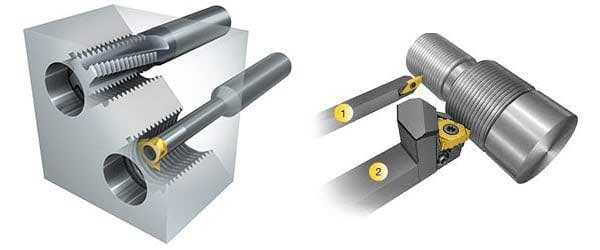
ماشینکاری رزوه
فرزکاری رزوه
4- پروسه های غیر سنتی
مانند: ماشینکاری تخلیه الکتریکی (EDM) وماشینکاری الکتروشیمیایی (ECM) و…
ویژگی های کلی :
- زمانی که پروسه های سنتی ممکن نباشند .
- می توان برای رزوه های داخلی (مهره ) روی مواد بسیار سخت از این روش ها استفاده کرد .
5- روشهای دیگر
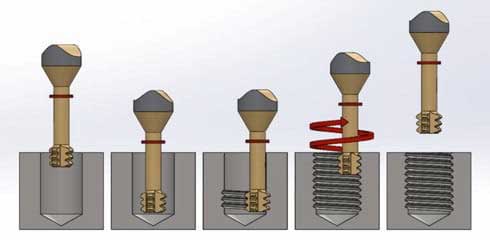
روش های زیادی به طور بالقوه وجود دارند که می توانند پیچ تولید کنند . مانند: رزوه زنی داخلی روی ماشین مته، رزوه زنی با ماشین تراش تمام اتوماتیک، روشهایی مختلف نمونه سازی سریع (Rapid Prototyping) مانند روش های (FDM) ، (DMLS) ، (SFF) ، (LOM) ، (SL / SLA) و… البته بیشتر این روش ها هنوز آزمایشگاهی اند و راه زیادی برای ورود به صنعت دارند .