فهرست مطالب:
- 1 دسته بندی فرآیندهای عملیات حرارتی
- 2 فولادها
- 3 – همگن کردن (homogenization)
- 4 – آنیل کردن یا بازپخت (Annealing)
- 5 – تنش گیری (Stress relieving)
- 6 – آستنیت زایی (Austenitizing)
- 7 – کوئنچینگ یا آب دهی (Quenching)
- 8 – تمپر کردن یا برگشت (Tempering)
- 9 – کربن دهی یا کربوره کردن (Carburizing)
- 10 – کربن و نیتروژن دهی یا کربو نیتریده کردن (Carbonitriding)
- 11 – سیانوراسیون (Cyaniding)
- 12 – نیتروژن دهی یا نیتروره کردن (Nitriding)
- 13 – نیتروژن و کربن دهی یا نیترو کربوره کردن (Nitrocaburrizing)
بروزرسانیشده در فروردین 6, 1401
مقدمه
عملیات حرارتی (Heat Treatment) فلزات و آلیاژهای فلزی در مفهوم کلی عبارت است از گرم و سرد کردن کنتـرل شـده در حالـت جامد و بدون ایجاد تغییر شکل در آنها، جهت رسیدن به خواص مطلوب فیزیکی و مکانیکی. گاهی سهوا حین فرایند تولید که شامل گـرم کردن و سرد کردن می باشد نیز ممکن است این عملیات رخ دهد، مانند فرایندهای جوشکاری و شکل دهی.
نکته حائز اهمیت این است که تقریبا اکثر فلزات و آلیاژها قابلیت انجام عملیات حرارتی را دارند ولی عکس العمل آنها در برابر ایـن تغییـر متفاوت بوده و با توجه به نوع فلز و آلیاژ فرق می کند. به عنوان مثال تقریبا هر فلز و آلیاژی را می توان با عملیات حرارتـی نـرم کـرد ولـی آلیاژهایی که با عملیات حرارتی سخت شوند، محدود است.
یکی از علل مهمی که تولید فولاد بالا بوده و کاربردهای فراوانی در صنعت دارد، واکنش آن نسبت به عملیات حرارتی می باشد. بسیاری از آلیاژهای غیرآهنی نیز مانند آلومینیوم، نیکل، منیزیم و تیتانیوم را می توان با روش های عملیات حرارتی مشابه عملیات فولادها مقـاوم کـرد که البته درجه مقاوم شدن در این دو مورد کاملا متفاوت است.
دسته بندی فرآیندهای عملیات حرارتی
عملیات حرارتی انواع مختلفی داشته و هر کدام اثرات ریز ساختاری متفاوتی دارد. عنوان هایی که از نظر علمی و تکنیکی برای فراینـدهای مختلف عملیات حرارتی به کار می رود، مناسب است اما در بعضی موارد به دلیل اینکه یک نوع عملیات حرارتی برای هدف های مختلف انجام می شـود، تناسـبی بـین عملیـات حرارتـی و رونـد آن وجـود نـدارد. مـثلا عملیـات تـنش گیـری (Stress relieving) و برگشـت (Temper) هر دو با تجهیزات مشابه و پروسه های یکسان از نظر دما و زمان انجام مـی شـود، ولـی هـدف از انجـام آنهـا متفـاوت اسـت.
کل فرایندهای عملیات حرارتی از نظر نوع ماده به دو دسته آهنی و غیرآهنی تقسیم می شود، که آهنی ها شامل فولاد و چدن و غیـر آهنـی ها شامل آلیاژهای آلومینیوم، منیزیم، تیتانیوم، مس و موارد دیگر می باشد.
عملیات حرارتی فولادها و چدن ها
عملیات حرارتی که در مورد فولادها و چدن ها به کار می رود به چند دسته اصلی تقسیم می شود که در زیر آورده شده است:
1- همگن کردن (homogenization)
2- آنیل کردن یا بازپخت (Annealing)
عملیات آنیل خود به چند دسته تقسیم می شود:
الف- بازپخت کامل(Full Annealing)
ب- نرمالیزاسیون (Normalizing)
ج- تنش گیری (Stress relieving)
3- آستنیت زایی (Austenitizing)
4- کوئنچینگ یا آب دهی (Quenching)
5- تمپر کردن یا برگشت (Tempering)
6- آستمپرینگ (Austempering)
7- مارتمپرینگ (Martempering)
8- کربن دهی یا کربوره کردن (Carburizing)
9- کربن و نیتروژن دهی یا کربو نیتریده کردن (Carbonitriding)
10- سیانوراسیون (Cyaniding)
11- نیتروژن دهی یا نیتروره کردن (Nitriding)
12- نیتروژن و کربن دهی یا نیترو کربوره کردن (Nitrocaburrizing)
13- کروی کردن (Spherodizing)
14- سخت کردن شعله ای (Flame Hardening)
روش های ٨ تا ١۴در رده روشهای عملیات حرارتی برای سخت کاری سطحی قرار می گیرد.
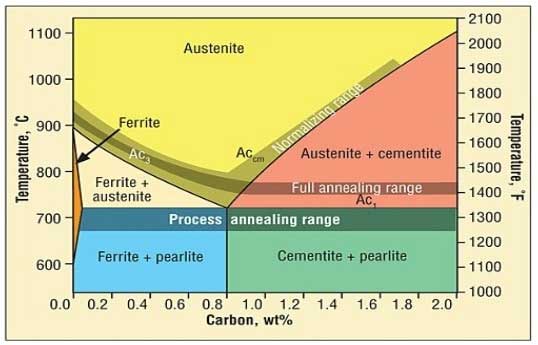
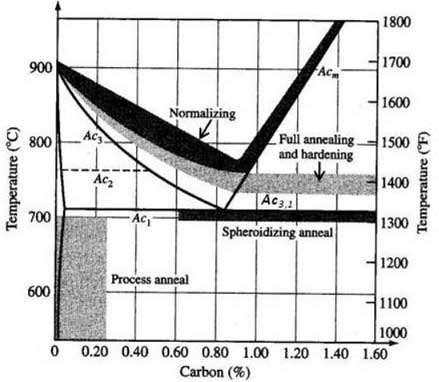
نمودار آهن – کربن
فولادها
– همگن کردن (homogenization)
همگن کردن از انواع عملیات حرارتی بـوده کـه جهـت بهبـود خـواص مکـانیکی و حـذف سـاختمان دنـدریتی، جدایش موضعی و غیریکنواختی ترکیب شیمیایی که ناشی از سرد کردن غیر تعادلی بوده و موجب موجب کاهش خواص مکـانیکی مـواد می شوند، انجام می شود. از این رو لازم است توسط عملیات حرارتی مناسبی، این موارد بر طرف شـود.ایـن عملیـات حرارتـی بـه همگـن )یکنواخت( کردن و یا آنیل نفوذی معروف است. چون دمای انتخابی در این روش بالا می باشد، نفوذ نسـبتا سـریع بـوده و غیـر یکنـواختی ساختار پس از عملیات از بین می رود.
قطعات مورد نظر را در مدت زمان نسبتا طولانی که به ابعاد و ترکیب شیمیایی قطعه بستگی دارد حرارت داده و سپس تا دمای محـیط سـرد می کنند.
اعوجاج، جدایش و عدم یکنواختی در ترکیب شیمیایی که ناشی از فرایندهای ریخته گری، جوشکاری و شکل دهی می باشد تـاثیر منفـی بسیاری بر خواص مکانیکی قطعه مورد نظر دارد. عملیات حرارتی همگن کردن، با حذف این شرایط نامطلوب، خـواص مکـانیکی قطعـه را در حد مطلوبی بهبود می بخشد.
در آلیاژهای غیر آهنی، عملیات همگن کردن در مورد محصولات نیمه تمامی که تقریبا سختی بالایی دارند به کـار مـی رود.هـدف ایجـاد شکل پذیری خوب قبل از کار سرد و کار گرم شمش می باشد. و در نتیجه کارپذیری آن بهبود می یابد.
همگن کردن فرایندی طولانی بوده و گاهی بین ٢٠-۴٠ ساعت تا تکمیل آن طول می کشد. آلیاژهای معمولی که این فرایند در مـورد آنهـا انجام می شود آلیاژهای ٢٠١۴ ،٢٠٢۴ ،٢٠١٧و ٧٠٧۵ آلومینیوم می باشد.
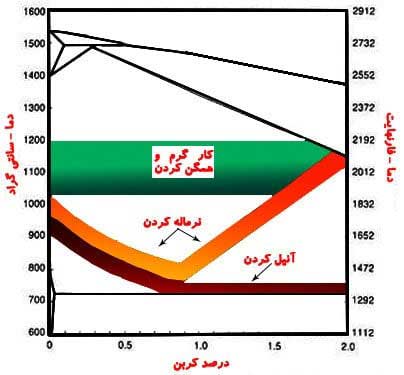
محدوده دمایی همگن کردن
– آنیل کردن یا بازپخت (Annealing)
آنیل کردن یا بازپخت درعلم مواد، به فرایندی می گویند که موجب تغییر خواص ماده مانند سختی و شکل پذیری آن می شود. این فرایند شامل گرم کردن ماده تا دمایی مناسب ، نگه داری در آن دما در زمان مشخص و کافی و سپس سرد کردن آن با سـرعت مناسـب تـا دمای محیط می باشد. کلمه آنیل )بازپخت( مفهوم گسترده ای داشته و هم در بخش فلزات و آلیاژهای آهنی و هم غیر آهنی کـاربرد دارد.
این عملیات عموما برای نرم کردن مواد فلزی انجام می شود و در نتیجه آن خواصی مانند قابلیت ماشین کاری، خواص الکتریکـی، قابلیـت کار سرد و پایداری ابعاد آن و ساختار آلیاژ تغییر قابل توجه ای می کند.
آنیل کردن انواع مختلفی داشته که هدف و نتیجه آنها متفاوت است. هرگاه عنوان خاصی برای آن ذکر نشود، منظور آنیل کامل اسـت کـه در آن آلیاژ آهنی تا بالاتر از دمای استحاله گرم شده و سپس به آرامی در داخل کوره سرد شده و کاملا نرم می شود. سیکل ایـن عملیـات با توجه به ترکیب و مشخصات آلیاژ متفاوت بوده و برای هر فولاد سیکل مشخصی وجود دارد.
برای آلیاژهای غیر آهنی با ترکیب و ساختار مربوط به خود، عملیات آنیل برای اهداف زیر انجام می شود:
1- حذف کامل یا جزیی اثرات کار سرد (احتمال رخ دادن تبلور مجدد)
2- آمیخته شدن کامل رسوبات به صورت ذرات درشت
3- رسوب ذرات از محلول جامد
عملیات آنیل خود به چند دسته تقسیم می شود:
الف- نرمالیزاسیون (Normalizing)
در این عملیات، آلیاژهای آهنی تا بالاتر از دمای استحاله AC3 گرم شده و بعد در هوای آزاد سرد می شود. ساختار و خـواص فولادهـای کم کربن در این عملیات، مشابه عملیات آنیل کامل (Full Annealing) بوده اما نکته قابـل ذکـر اینکـه نتیجـه عملیـات نرمالیزاسـیون و بازپخت برای همه آلیاژهای آهنی یکسان نمی باشد.
ب- آنیل فرایند
که به آن آنیل میانی نیز می گویند موجب نگهداری و حفظ شکل پذیری قطعه کار سرد شده می شود تا حین کار تـرک نخـورد. قطعـه تـا دمای آستینته شدن گرم شده و تا زمانی که تنش ها در آن کاهش یابند نگه داری می شود و سپس در کوره خنک می شود. در ادامه قطعـه برای کار سرد بعدی آماده است.
ج- آنیل کامل
با آنیل کامل خاصیت شکل پذیری ماده افزایش یافته و ساختار یکنواختی با خواص دینامیکی خوب حاصل می شود.
محدوده دمایی نرماله و آنیل درشت
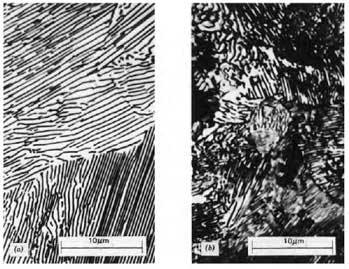
a: پرلیت درشت b: پرلیت ریز
– تنش گیری (Stress relieving)
تنش گیری مشابه عملیات تمپر کردن (برگشت) بـوده کـه درآن نیـز آلیـاژ آهنـی تـا پـایین تـر از دمـای اسـتحاله
یوتکتوئیدی گرم شده و پس از طی زمان مورد نظر، به آرامی تا دمای محیط سرد می شود. بـرای فلـزات غیـر آهنـی دمـای عملیـات تـنش گیری، با توجه به ترکیب و مقدار کارسرد ممکن است از دمای محیط تا چند صد درجه سانتی گراد تغییر کند.
پرلیت ریز پرلیت درشت شکل (٢محدوده دمایی نرماله و آنیل درشت
هدف اصلی عملیات تنش گیری، آزاد شدن تنش های ناشی از از فرایندهای شکل دهی مانند نورد، ماشین کاری و یا جوشکاری می باشد.
در این فرایند، آلیاژ را تا دمای از پیش تعیین شده گرم کرده و به مدت کافی در آن دما نگهداری کرده تا تنش های باقی مانده به حد قابـل قبول رسیده و سپس به آرامی آن را سرد کرد تا تنشی در آن باقی نماند.
برخی از فرایندهای عملیات حرارتی و یا پروسه های تولید موجب ایجاد تنش های داخلی در قطعه شده که می تواند مخرب بوده و اثـرات نامطلوبی بر عملکرد قطعه داشته باشد. این تنش های داخلی می تواند منجر به تاب برداشتن، ترک خوردن و حتی از بین رفتن قطعـه کـاری در تنش هایی بسیار کمتر از سطحی که قطعه برای تحمل آن طراحی شده است، شود. مثلا؛ ایجاد غیر یکنواختی در نقاط مختلف قطعه پس از ریخته گری و در طی سرد شدن به ویژه در قطعات ضخیم و یا انجام پروسه های ماشین کاری یـا جوشـکاری موجـب ایجـاد تـنش هـای داخلی در قطعه می شود.
هدف اصلی عملیات تنش گیری، آزاد شدن تنش های ناشی از این فرایندها می باشد.
پس از تنش زدایی، تغییرات عمده ای در خواص مکانیکی ایجاد نمی شود و تنش تنها توسط مکانیزم بازیابی برطرف می شود. در واقع با انتخاب مناسب دما و زمان در عملیات تنش گیری، می توان به راحتی اثرات مضر و مخرب تنش های کشش سطحی حاصل از کارسرد را از بین برد بدون آن که استحکام و سختی قطعه تغییر کند.
– آستنیت زایی (Austenitizing)
آستنیت زایی خاص آلیاژهای آهنی بوده که در آن آلیاژ تا بالاتر از دمای A1 گرم شده تا آستنیت شروع به تشکیل کنـد و اگـر تـا دمـای بالاتر از Acm یا A3 گرم شود تمام فولاد تبدیل به فاز آستنیت می شود.
عملیات آستنیته کردن مرحله اول عملیات نرمالیزاسیون، آنیل کامل و آب دهی آلیاژهای آهنی است.
الف- آستنیت زایی فولادهای هیپویوتکتوئیدی
شکل (٣محدوده دمایی همگن کردن
برای آستنیت زایی (آستنیته کردن) فولادهای هیپویوتکتوئیدی، که ساختار فریتی- پرلیتی در دمای محیط دارند، فولاد را تا بالاتر از دمای A1 حرارت داده داده که در نتیجه آن پرلیت تبدیل به آستنیت می شود و زمانی که به بالاتر از A3 حرارت داده شود، فریت نیز تبدیل به آستنیت شده که در نتیجه کل زمینه آستنیتی می شود.
آستنیت ←آستنیت + فریت ←پرلیت + فریت
ب- آستنیت زایی فولادهای هایپریوتکتوئیدی
برای آستنیت زایی )آستنیته کردن( فولادهای هایپریوتکتوئیدی که در دمای محیط ساختار فریتی-پرلیتی دارند، فولاد را تـا بـالاتر از خـط A1 گرم کرده که ساختار تبدیل به آستنیت و سمنتیت شده و با حرارت دادن بیشتر تا بالاتر از دمای Acm کل زمینه آستنیتی می شود.
آستنیت ←آستنیت + سمنیت ←پرلیت + فریت
– کوئنچینگ یا آب دهی (Quenching)
کوئنچینگ یا آب دهی به فرایند سردکردن سریع قطعه مورد نظر از دمای خاص پروسه عملیات حرارتـی گوینـد کـه در
مورد فولاد یا آلیاژ آهنی به سرد کردن از دمای آستنیتی، کوئنچینگ یا آب دهی می گویند.
کوئنچینگ پس از مرحله گرم کردن انجام شده و در آن قطعه مورد نظر را پس از اینکه در دما و زمان معین حرارت دیده شـد، ناگهـان بـه محیط خنک کننده وارد می کنند.
محیط های کوئنچ کردن (آب دهی) می تواند روغن، آب، هوا، محلول های پلیمری، محلول های نمکی و گاز باشد. انتخاب هـر کـدام از این محیط ها به سختی پذیری و وزن قطعات بستگی دارد.
قدرت سردکنندگی این محیط ها بسیار متغیر است و برای جلوگیری از به وجود آمدن عیوب ناشی از عملیات حرارتـی نظیـر تغییـر شـکل، تاب برداشتن و ترک، می بایست از محیط هایی که قدرت سردکنندگی اضافی ندارند، استفاده شود.
انواع مختلف عملیات کوئنچینگ (آب دهی) عبارتند از:
1- کوئنچ مستقیم
2- کوئنچ منقطع
3- کوئنچ انتخابی
4- کوئنچ کنترل شده
– تمپر کردن یا برگشت (Tempering)
تمپر کردن یا برگشت عبارت است از گرم کردن مجدد فولاد یا چدن سخت شده تا پایین تر از دمای استحاله یوتکتوئید
)معمـولا کمتـر از ٧٠٠درجـه سـانتی گـراد(، نگهـداری در ایـن دمـا بـه مـدت مشـخص و سـپس آهسـته سـرد کـردن تـا دمـای محـیط. کوئنچ کردن باعث ایجاد تنش های داخلی در قطعات و در نتیجه موجب ایجاد تردی و شکنندگی در آنها می شود. به همین علت به جز در مواردی که سختی بسیار بالایی مورد نیاز باشد، از فولادهای کوئنچ شده استفاده نمی شود. در این مرحله، می بایست فولاد قبـل از اسـتفاده تمپر شود. با انجام این عملیات روی آلیاژهای سخت شده، خواص مکانیکی آلیاژ تعدیل می شود.
انتخاب دما و زمان عملیات تمپر کردن بستگی به ترکیب شیمیایی فولاد، ابعاد قطعه و خواص مکانیکی مورد نیاز دارد. با حذف و یا کاهش تنش های داخلی توسط عملیات تمپر، چقرمگی شکست قطعه افزایش )کاهش شکنندگی( و سختی و استحکام قطعه سخت شده تـا حـدی کاهش می یابد.
دمای برگشت فولادهای سخت شده غالبا از ١۵٠درجه سانتی گراد تجاوز نمـی کنـد.سـیکل عملیـات برگشـت از نظـر دمـا و زمـان مشـابه عملیات بازپخت ناقص و بازپخت تنش گیری می باشد ولی هدف و ساختار نهایی به دست آمده از هر کدام متفاوت اسـت، بنـابراین نبایـد این سه نوع عملیات مشابه در نظر گرفته شود.
هنگامی که در فرایند تمپر کردن یه زمان اشاره نشود، منظور همان یک ساعت است .جهت رسیدن بـه سـختی مـورد نظـر مـی تـوان زمـان برگشت را تغییر داد که رابطه بین زمان و دمای برگشت با پارامتر بازگشت مشخص می شود:
T=[C+Log t]
T:درجه حرارت فرایند برگشت بر حسب کلوین
t :زمان فرایند برگشت بر حسب ساعت
C :ثابت فرایند برگشت که تابعی از درصد کربن فولاد بوده و عناصر آلیاژی تاثیری روی آن ندارد.
پارامتر برگشت در مورد فولادهای ساده کربنی به راحتی به کار برده می شود ولی در مورد فولادهای آلیاژی که خود سختی ثانویه دارنـد، کاربرد محدودی دارد.
زمانی که یک فولاد کوئنچ می شود ریزساختار شامل مارتنزیت ناپایدار است. دلایل این ناپایداری عبارتست از:
1- وجود کربن به صورت فوق اشباع در شبکه کریستالی bctمارتنزیت
2- انرژی تنشی ناشی از وجود نابجایی ها و دوقلویی های بسیار زیاد
3- وجود آستنیت باقیمانده
در طی عملیات تمپر کردن، هر یک از این پارامترها خود نیروی محرکه ای برای تغییر ریزساختار می شوند. مثلا کربن فوق اشـباع موجـب تشکیل کاربید شده، انرژی تنشی نیروی محرکه جهت بازیابی بوده و آستنیت باقی مانده بـرای تشـکیل مخلـوط فریـت و سـمنتیت در طـی فرایند نیروی محرکه می باشد.
سه مرحله جداگانه در طی فرایند تمپر رخ می دهد که عبارتند از:
1- تشکیل کاربیدهای انتقالی مانند کاربید اپسیلن ƹ یا کاربید اتا ƞ و کاهش درصد کربن در زمینه ماتنزیتی
2- تبدیل آستنیت باقی مانده به فریت و سمنتیت
3- جایگزینی کاربیدهای انتقالی و ماتنزیت کم کربن توسط فریت و سمنتیت
افزایش درجه حرارت عملیات حرارتی برگشت موجب کاهش سختی نهایی شده ولی نکته قابل توجه در این زمینه، سختی فولادهای پر کربنی بوده که در دمای پایین تمپر شده است، سختی این فولادها پس از کوئنچ و تمپر تا حدی بیشتر از سختی ناشی از کوئنچ بوده که این افزایش سختی را به تشکیل کاربیدهای انتقالی بسیار ریز در بین صفحات مارتنزیتی مربوط می دانند.
– کربن دهی یا کربوره کردن (Carburizing)
کربن دهی یا کربوره کردن یکی از روش های سخت کردن سطحی بوده که در آن با افزایش درصد کربن سطح قطعه
فولادی سطحی سخت بدست می آید. در این عملیات، ابتدا آلیاژ مورد نظر در محیط غنی از کربن (مایع، جامد و گاز) تا دمای معینی گرم شده و مدتی در این دما نگه داشته می شود. تحت این شرایط، اختلاف غلظت کـربن در سـطح و مغـز باعـث مـی شـود تـا کـربن اتمـی در محدوده حرارتی ٩٠٠تا ١٠۴٠درجه سانتی گراد به درون آلیاژ آهنی (در حالت جامد) نفوذ می کند. به این ترتیب لایه پرکربنی بـه دسـت آمده که با کوئنچ کردن، سخت می شود .ممکن است قطعه کربورایز شده از دمای کوئنچ تا دمای محیط آرام سرد شـده و سـپس کـوئنچ شود.
بر اساس نوع محیط به کار رفته برای کربوره کردن، این روش به سه دسته تقسیم می شود:
1- کربوره کردن جامد
2- کربوره کردن مایع
3- کربوره کردن گازی
درنهایت قطعه ای ساخته می شود که مغز آن فولاد کم کربن و سطح را فولاد پر کربن تشکیل می دهد.
محدوده دمای فرایندهای مختلف
– کربن و نیتروژن دهی یا کربو نیتریده کردن (Carbonitriding)
کربن و نیتروژن دهی یا کربونیتریده کردن از دسته عملیات حرارتی هایی می باشد که برای سخت کردن سطحی به
کار رفته و در آن نیتروژن و کربن هر دو جذب سطحی فولاد شده که در نتیجه آن، نیتروژن جذب شده، سختی سطح کربوره شده را نسبت به حالتی که تنها کربوره شود افزایش بیشتری می دهد. در این عملیات، آلیاژهای آهنی (غالبا فولادهای کم کربن) در محیط گازی غنی از کربن و نیتروژن تا بالاتر از دمای A3 گرم شده که تحت این شرایط کربن و نیتروژن همزمان به داخل آلیاژ نفوذ می کنند. بـه ایـن ترتیـب لایه یا قشر غنی از کربن و نیتروژن در سطح آلیاژ به وجود آمده که با کوئنچ کاملا سخت می شود. زیاد بودن سختی سطح و نرم ماندن مغز باعث می شود تا خواص دینامیکی و مکانیکی آلیاژ تا حد مطلوبی بهبود یابد.
گرچه در کربوره کردن مایع نیز تقریبا همین کار انجام می شود ولی لغت کربونیتریده کردن معمولا به سخت کردن سـطحی کـه در آن از اتمسفر گازی استفاده می شود، اطلاق می گردد.
شکل (۴محدوده دمایفرایندهای مختلف
این عملیات معمولا در دامنه حرارتی ٨٠٠-٨٧۵درجه سانتی گراد و در اتمسفری از مخلوط منو اکسید کـربن و هیـدروکربن شـامل ٣تـا ٨ درصد آمونیاک انجام می گیرد و درصد کربن و نیتروژن جذب شده توسط فولاد را می توان با کنترل درجه حـرارت و غلظـت آمونیـاک تغییر داد. در حالی که در کربن دهی تنها از کربن استفاده می شود.
برای انحلال سریع کربن در فولاد، قطعه کار باید در شرایط آستنیتی باشد، و این موضوع برای انحلال نیتروژن مناسب نیست، زیرا سرعت انحلال نیتروژن در آستنیت تقریبا ۵٠برابر کمتر از سرعت انحلال آن در فریت است. اما اگر درجه حرارت عملیات زیر ٩٠٠درجه سانتی گراد حفظ شود مقدار نسبتا قابل ملاحظه ای نیتروژن در آستنیت حل خواهد شد.
این عملیات حرارتی برای تولید انبوه مناسب بوده و چون مدت زمان و دمای عملیات نسبت به کربن دهی کمتر است، قشر سخت شده نازک تر می باشد. به علت تشابه نتایج حاصله، به این عملیات، سیانوراسیون گازی نیز می گویند.
– سیانوراسیون (Cyaniding)
سیانوراسیون یکی از روش های سخت کاری (سخت کردن) سطحی بوده که بسیار سریع می باشد و در محدوده حرارتی
بالای ٨٠٠درجه سانتی گراد انجام می شود. در این عملیات فلزات آهنی (غالبا فولاد های کم کربن) در حمام نمک سیانیدی مذاب تا بالاتر از AC3 گرم شده و با نگه داشتن آلیاژ در این شرایط، کربن و نیتروژن همزمان به داخل آن نفوذ کرده که با کوئنچ بعدی لایه ای سخت و مقاوم در برابر سایش در سطح قطعه به وجود می آید.
– نیتروژن دهی یا نیتروره کردن (Nitriding)
نیتروژن دهی یا نیتریده کردن) ، (Nitridingنوعی عملیات سخت کاری سطحی بوده که در آن آلیاژهای آهنی ویژه، در محـیط غنـی از نیتروژن تا دمای پایین تر از دمای AC1 گرم شده و با نگهداری در این دما به مدت زمان کافی، نیتروژن به داخل آلیاژ نفـوذ مـی کنـد. بـا نفوذ نیتروژن و تشکیل انواع نیتریدها، لایه سطحی آلیاژ سخت می گردد. بنـابراین بعـد ایـن عملیـات نیـازی بـه کـوئنچ کـردن نمـی باشـد.
نیتروژن این فرایند را می توان از تجزیه آمونیاک گازی و یا نمک های سیانیدی تامین کرد .
سختی سطح در این روش بستگی به نیترید فلزی تشکیل شده دارد و تنها زمانی می توان سختی بالایی در سطح بدست آورد که قطعه مورد نظر از جنس فولادهای آلیاژی مخصوص و شامل عناصر آلیاژی نظیر آلومینیوم، کروم، مولیبدن و یا وانـادیم باشـد. ایـن عناصـر بـه محـض تماس با نیتروژن اتمی در سطح قطعه، با آن ترکیب شده و تشکیل نیتریدهای پایدار و سخت می دهند.
با توجه به نمودار تعادلی آهن – نیتروژن، فازهایی که در ضمن این عملیات در لایه سطحی فولاد ساده کربنی تشکیل می شود را می تـوان مشخص کرد. به ترتیب افزایش درصد نیتروژن عبارتند از :
1- نیترید آلفا : محلول جامد نیتروژن در آهن با شبکه BCC
2- نیترید گاما پیرین : اگر مقدار نیتروژن موجود بیشتر از حد حلالیت آن در فاز آلفا باشد.
3- نیترید اپسیلن : اگر مقدار نیتروژن بیشتر از ۶ درصد باشد.
4- نیترید زتا : اگر نیتروژن بیشتر از ١١ درصد و دما کمتر از ۵٠٠ درجه سانتی گراد باشد
5- نیترید گاما : محلول جامد بین نشین نیتروژن در آهن FCC و دما بالاتر از ۵٩٠ درجه سانتی گراد باشد.
نیتروژن با برخی از عناصر آلیاژی ترکیب شده و تشکیل کاربید آلیاژی می دهد مانند نیتریدهای کروم، نیترید تیتانیوم، نیتیریـد آلومینیـوم و موارد دیگر، که در واقع سختی زیاد لایه های سطحی فولادهای نیتریده شده ناشی از وجود همـین ذرات بسـیار ریـز و پراکنـده نیتریـدهای آلیاژی می باشد.
– نیتروژن و کربن دهی یا نیترو کربوره کردن (Nitrocaburrizing)
نیتروژن و کربن دهی یا نیتروکربوره کردن نوعی عملیات ترموشیمیایی و از مجموعـه عملیـات حرارتـی سـخت
کاری سطحی بوده که در آن کربن و نیتروژن دهی همزمان، در محدوده حرارتی نیتروژن دهی ) ۵٠٠-۶٠٠درجه سـانتی گـراد( انجـام مـی شود.
در طی این عملیات، نیتروژن و کربن و مقدار جزیی اکسیژن در دمای کمتر از AC1همزمان به داخل سطح آلیاژ آهنی (منطقه فریت) نفوذ کرده و در نتیجه مقاومت آلیاژ در برابر سایش و خستگی افزایش می باشد. لایه نیتروکربور بسیار نازک بوده و به همین علت ماشین کـاری در مرحله بعد توصیه نمی شود. در این روش سطح قطعه عمدتا نیتریده شده ولی چون مقداری کربن نیز جذب می شود، سختی قطعه بیشـتر از حالتی است که فقط آن را نیتریده کرده باشند.
به علت آن که این فرایند در منطقه فریتی انجام می شود به آن نیتروکربوره کردن فریتی هم می گویند. این روش هـم بـرای سـخت کـاری سطحی فولادها (ساده و آلیاژی) و چدن ها و هم قطعات متالورژی پودر به کار می رود.
نیتروکربوره کردن به چهار دسته اصلی تقسیم می شود:
1- گازی
2- یونی یا پلاسما
3- بستر سیال
4- حمام نمک
مزایای نیترو کربوره کردن عبارت است از:
1- قابلیت سخت کردن ماده بدون نیاز به پیشگرم کردن
2- دمای نسبتا پایین فرایند که اعوجاج را به حداقل می رساند
3- هزینه نسبتا کم فرایند در مقایسه با کربن دهی یا سایر فرایندهای سخت کاری سطحی
4- انجام عملیات در منطقه فریتی فولاد در مقایسه با سایر روش ها که در منطقه آستنیتی می باشد
عمده کاربردهای عملیات نیترو کربوره کردن عبارت است از:
1- چرخدنده
2- پیچ های تزریق قالب پلاستیک
3- رینگ پیستون
4- قالب های اکستروژن آلومینیومی
5- قالب های شکل دهی و آهنگری
6- میل لنگ و میل بادامک
9- سایر موارد که خواص ضد سایشی خوبی نیاز دارند.